


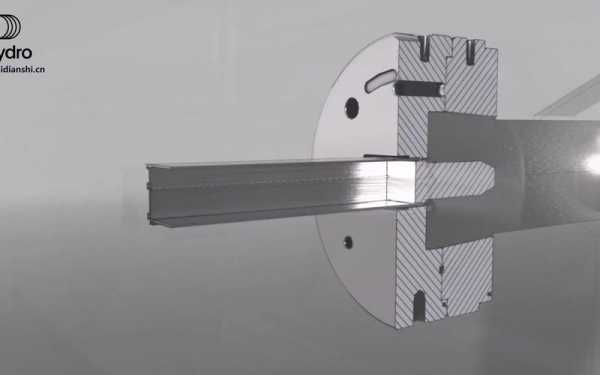
挤压铝材过渡痕(铝型材挤压过程模拟动画)
 摘要:
1、挤压铝型材表面出现“吸附颗粒”怎么办?...
摘要:
1、挤压铝型材表面出现“吸附颗粒”怎么办?... 本篇目录:
挤压铝型材表面出现“吸附颗粒”怎么办?
1、在挤压生产中,挤出型材吸附颗粒经过仔细观察或用手在型材表面上滑动,都会发现。在锯切装筐工序,用风吹或擦拭,大部分的小颗粒可以去掉。但还是有一部分由于静电原因仍吸附在型材表面上。
2、颗粒吸附成因分析 挤压型材表面出现的颗粒状毛刺分为四种: 1)、空气尘埃吸附,燃煤铝棒加热炉产生的灰尘、铝屑、油污及水份凝结成颗粒附着在热的型材表面。
3、选择合适的挤压参数根据挤压系数、型材断面情况、模具情况、设备情况等,选择最佳的挤压温度、铸棒加热温度、模具温度以及挤压速度,并在生产过程中,不断调整这些参数。这些都是消除或减少“吸附颗粒”的主要措施。
4、铝制衣架,会有白色小粒粒,比粉末的颗粒要大,附着在表面。这是铝制品的氧化形成的。铝是非常活泼的金属,在失去了氧化铝膜保护的情况下,肉眼就可以看见金属铝的表面,很快的长出氧化铝白色的小颗粒。
铝材表面裂纹产生原因及措施
形成条件:淬透工件易发生,原材料有碳化物带状偏析或非金属夹杂物延伸。防止措施:控制原材料质量,合理选择预热处理以改善原始组织。裂纹类型:网状裂纹 特征:位于工件表面、深度0.01~2mm。
零件冷却后,表面因热应力作用造成压应力,心部受断裂应力常常会出现微裂纹。为了减少变形和开裂,应该控制加热速度和冷却方法。目前常用提高淬火温度、用油淬火、改用其他淬火介质或等温淬火等方法来消除。

铝材内部有黑点与材料有杂质有很大关系;铝材有裂纹主要有两种可能,一是模具温度变化过大,热胀冷缩引起应力开裂,二是材质的杂质较多,材质不纯,造成材料强度很低,正常的模具冷确时成裂纹。
铸件壁厚、薄存有剧烈变化之处收缩受阻,尖角位形成应力。留模时间过长,应力大。顶出时受力不均匀。
铝型材挤压模具应该如何进行维护
1、必须用高压气体和刷子清洁模腔,并且不得有灰尘或异物。否则,很容易将金属流中的工作带拉下,使得挤压型材产品具有表面粗糙度或划线缺陷。当进行挤压生产时,模具保持时间通常为约2-3小时。
2、铝合金门窗维护保养第一,轻推轻拉在使用铝合金门窗的时候,切记硬推硬拉,应随其自然,如果发现推拉有阻碍的时候,不要使劲,应检查下是否是有东西阻碍或者门窗变形。

3、挤压模具使用前期必须对模具进行合理的表面渗氮处理过程。需要注意的是表面渗氮并不是一次就可以完成的,在模具服役期间必须进行3-4次的反复渗氮处理,一般要求渗氮层厚度达到0.15mm左右。
4、或者模具强度不够而开裂造成。其中,有些磨损是可以提前预防并解决的,有效办法就是是在使用过程中,要对积压件和模具加强润滑,减小对模具的磨损,加强模具的设计结构强度,以延长模具的使用寿命。
5、电加工及磨削加工后应进行回火,以消除加工应力。拉深模具的最后抛光工序操作方向应和坯料金属流动的方向一致,凹模型腔应纵向往复而不是圆周运动抛光。抛光时应注意冷却,防止过热使模具硬度下降。
6、应当留意下面几个问题。留意挤压出料筒的温度,不要低于470度。冷床的料档要及时更换,以免造成表面有划伤的问题。时效的温度控制在180左右。铝型材做得好不好,主要还是看模具的制作水平。
到此,以上就是小编对于铝型材挤压过程模拟动画的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。






还没有评论,来说两句吧...