


铝材挤压如何处理(铝材挤压工艺流程图)
 摘要:
3、铝型材挤压模具故障及处理方法?...
摘要:
3、铝型材挤压模具故障及处理方法?... 本篇目录:
铝型材到底怎样进行挤压的?
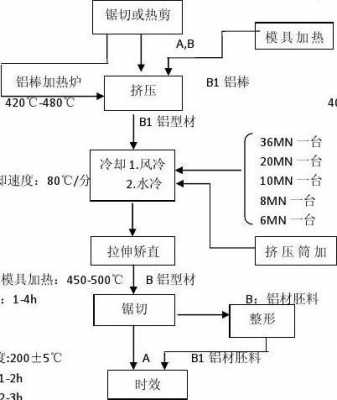
挤出成型:将加热后的铝合金材料放入挤压筒中,通过向挤压筒内注入高压液体或利用机械压力装置对铝合金材料进行加压,使其产生塑性变形并从挤压模具的模孔中挤出,完成铝型材的挤压成型过程。
铝型材挤压机的工作原理是一种物理形变的原理。利用附属设备如电磁加热炉或者线圈感应加热炉将铝棒加热至450℃左右,然后通过挤压机进行挤压,挤压机原理为挤压筒内装置加热好的铝棒,一端是推进力输出的挤压杆。

)挤压筒:用高强度合金钢制造的多层圆筒体,一般内衬套可卸下。长度根据挤压机吨位确定。材料:外套5CrMnMo,内套3Cr2W8V。2)模支承:保证模子和模垫同心,是安装模子、模垫时的辅具。
铝型材挤压机分为正向挤压和反向挤压两种,目前绝大部分用的是正向挤压机,科学原理是液压机原理,要从挤压机的构造来分析:我们通常把挤压机分为三部分:主缸、中板(挤压桶)、挤压杆。
【铝材挤压】是将铝材锭坯装入挤压筒中,通过挤压轴对铝材施加压力,使其从给定形状和尺寸的模孔中挤出,产生塑性变形而获得所要求的挤压产品的一种加工方法。
挤压后的铝合金一般怎么进行热处理
铝合金的热处理工艺 铝合金热处理方法铝合金的强化方式主要有以下几种:1.固溶强化纯铝中加入合金元素,形成铝基固溶体,造成晶格畸变,阻碍了位错的运动,起到固溶强化的作用,可使其强度提高。
退火处理:将铝合金铸件加热到较高的温度 , 一般约为 300 ℃ 左右 , 保温一定的时间后 , 随炉冷却到室温的工艺称为退火。
利用这些热源可以直接加热,也可以通过熔融的盐或金属,以至浮动粒子进行间接加热。金属加热时,工件暴露在空气中,常常发生氧化、脱碳(即钢铁零件表面碳含量降低),这对于热处理后零件的表面性能有很不利的影响。
铝合金热处理包含:退火、淬火(固溶热处理)、时效处理。铝合金热处理不同于钢的热处理,但同样是通过热处理的方法,可以使铝合金表面的硬度增强。
是以,在挤压机出料口要按照铸锭商标、型材壁厚、挤压速度以及淬火设备状况来选择在线淬火工艺(风淬、风-雾淬、水淬等),以保证淬火冷却速度合适合金的淬火敏感性要求。
铝型材挤压模具故障及处理方法?
铝型材挤压模具制造时应保证模具槽位足够直通,如试产未合格就适度加宽槽位。
解决办法合理设计模具结构;注意挤压温度和挤压速度的协调;尽量减少润滑或不润滑。
挤压模具端面不平或有缺损口使锁紧面有缝隙,铝窜流。模具缺损口要及时补焊,模面一定要铣平。
进行流速分析,采用加速或阻碍的措施进行修模。对于上下面起鼓,主要是由于上下面金属流动速度过快所致,建议你在分流孔内进行堆焊等阻碍等方法进行修模,我估计会有一定的效果。仅供参考。
但是当再加热时,气泡只受外层铝皮张力,很容易在压力下变形,出现肉眼可见气泡。
到此,以上就是小编对于铝材挤压工艺流程图的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。








还没有评论,来说两句吧...