


cnc铣铝材(铣床加工铝件)
 摘要:
2、数控加工中心为什么不能用硬质合金刀铣铝件,而要用专业的铝用光刀......
摘要:
2、数控加工中心为什么不能用硬质合金刀铣铝件,而要用专业的铝用光刀...... 本篇目录:
- 1、什么是铝型材cnc加工?
- 2、数控加工中心为什么不能用硬质合金刀铣铝件,而要用专业的铝用光刀...
- 3、投影仪铝合金外壳加工方法
- 4、cnc铝用铣刀和合金那个贵
- 5、CNC铣铝件常用的刀具和参数表是什么?
什么是铝型材cnc加工?
CNC(数控机床)是计算机数字控制机床(Computer number control)的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作并加工零件。
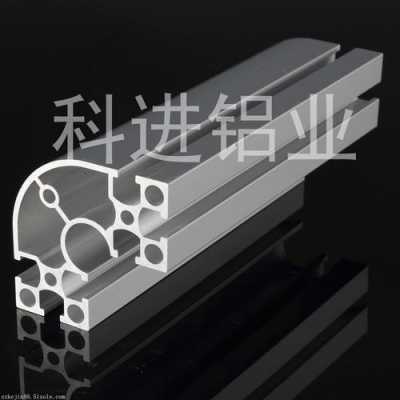
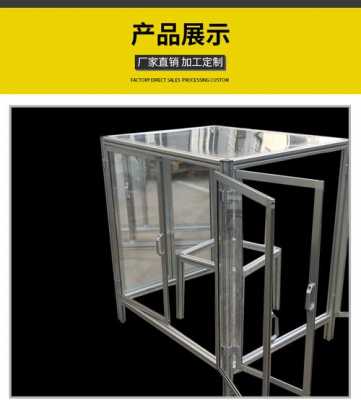
铝型材切割是铝型材CNC加工工序里最基础也是最常见的一种加工方式。因为工业铝型材标准尺寸为6020mm,要加工成长短不一或者是角度不同的的铝型材才能组装成框架。

铝合金cnc加工又称电脑锣加工或者数控机床加工,主要铝件、铝壳等方面加工。
CNC精密加工是一种传统的,以去除法把多余材料削掉的加工方式。
铝型材在刀具使用上也比较节省刀具,但是铝比较软,容易念刀,所以需要选择加工铝的专用刀具。刀柄的选择在加工也有重要的作用。好的刀柄可以在加工精度更高。延长刀具的使用寿命。
首先cnc加工中心(数控机床)不同:为适应铝型材细长类零件的特点,铝型材加工中心工作台面多为窄长形状。宽度不超过500mm;长度6500mm至7000mm,以适应典型的6米型材加工。

数控加工中心为什么不能用硬质合金刀铣铝件,而要用专业的铝用光刀...
硬质合金铣刀其实可以铣铝件,但是为什么会出现一个专业的铝用光刀或者你说的平刀,目前的加工铝合金的刀具材料也就大概三种,高速钢,硬质合金,PCD金刚石。
但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削用量手册,并结合经验而定。
刀具的选择是数控加工工艺中的重要内容之一,不仅影响机床的加工效率,而且直接影响零件的加工质量。
影响数控刀具选择的因素在选择刀具的类型和规格时,主要考虑以下因素的影响:(1)生产性质在这里生产性质指的是零件的批量大小,主要从加工成本上考虑对刀具选择的影响。

PCD的性能取决于金刚石晶粒及钴的含量,刀具寿命为硬质合金(WC基体)刀具的10~500倍。主要用于车削加工各种有色金属如铝、铜、镁及其合金、硬质合金和耐磨性极强的纤维增塑材料、金属基复合材料、木材等非金属材料。
投影仪铝合金外壳加工方法
1、铣削加工:铣削是一种通过旋转刀具来移除金属外部材料的加工方式。通过CNC铣床,可以精确地将铝合金外壳加工成各种形状和尺寸,使其符合设计要求。钻孔加工:钻孔是一种将金属材料转化为圆形截面的加工方式。
2、机身制造-机身是投影仪的支架和外壳,通常采用铝合金材质进行制造。机身的加工方法主要包括铣削和钻孔等步骤。光学系统制造-光学系统是投影仪重要的核心部件之一,它包括投影镜头、反射镜等组件。
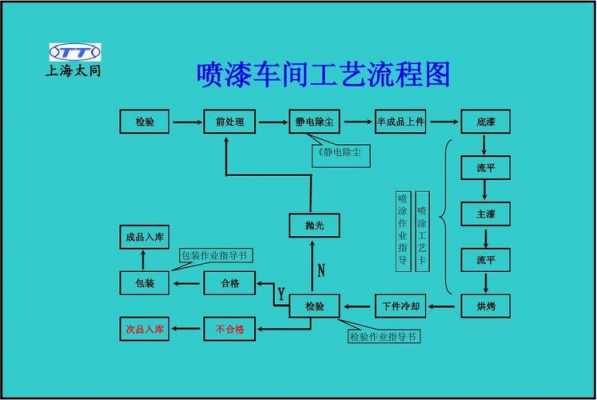
3、抛光 利用机械、化学或电化学的方法,使汽车铝件表面粗糙度降低,以获得光亮、平整表面的加工方法。抛光工艺主要分为:机械抛光、化学抛光、电解抛光。
4、有几种工艺都可以,一种是外表喷涂颜色,这可以采用压铸成型+CNC加工;二种是表面氧化颜色,这种适用于各种高端产品的制作加工。这就需要采用锻造成型+CNC精加工+氧化外表等工艺流程。
5、铝合金壳体一般包括铝型材外壳和铝压铸外壳,切削加工的时候注意其加工质量,例如不能变色,这是最基础的哦,如果变色了就不合格了,浪费材料。我们用的MB133切削液还可以,加工 质量过得去,主要是加工效果客户比较满意。
6、喷涂:用于设备的外部防护、装饰,通常都在氧化的基础上进行。铝件在涂装前应进行前处理才能使涂层和工件结合牢固,一般的有三种方法:磷化(磷酸盐法)、铬化(无铬铬化)、化学氧化。
cnc铝用铣刀和合金那个贵
1、如规格:Φ1×50×ΦΦ5×50×ΦΦ2×50×ΦΦ5×50×ΦΦ3×50×ΦΦ4×50×Φ4等,这些规格的硬质合金铣刀价格为100元,其他规格的硬质合金铣刀价格要更贵一些。
2、高速钢,有公制或英制,这种刀最常用,特别是加工铜公,加工模料也常用,这种刀是电脑锣最常用的刀具,价格便宜,易买,但易磨损,易损耗,进口的高速钢刀国含有Co,Mn等合金,较耐用,精度也高,如LBK,YG等。
3、我们公司刚刚买了台三菱的,系统是s650行程是1000*610*650还带刀库,共20把刀,最高转数8000,各方面的性能都还不错哦,35万左右,另外配些常用的铣刀大概一两千左右。
CNC铣铝件常用的刀具和参数表是什么?
刀具 斜度刀、螺纹刀、平头锣刀、T形刀等。
根据加工要求,选用四把刀,1号为粗加工外圆车刀,2号为精加工外圆车刀,3号为切槽刀,4号为车螺纹刀。采取试切法对刀,对刀的同时把端面加工出来。
使用铝合金专用刀具,如CCGt350.5-AK这一类的车刀。粗车时低转速。如600转/分,0.2mm/转。精车时高速,以便提高光洁度,如1500转,进刀0.1mm/转。
粗加工:转速1000~1500 r/min 进给200~250mm/min 背吃刀量5~8mm。半精加工:转速1200~2000 r/min 进给150~200mm/min 背吃刀量1~3mm。
切削参数要看刀的种类:进口白钢平刀,开粗,铝合金、45号钢。
到此,以上就是小编对于铣床加工铝件的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。






还没有评论,来说两句吧...