


铝材的焊接变形(铝材焊接变形控制)
 摘要:
1、熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%,在此过程中所产生的收缩应力可能会导致焊接接头的变形,2、气焊时,采用去除氧化膜的焊剂,在厚板焊接时,可加大焊接热量,例如,...
摘要:
1、熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%,在此过程中所产生的收缩应力可能会导致焊接接头的变形,2、气焊时,采用去除氧化膜的焊剂,在厚板焊接时,可加大焊接热量,例如,... 本篇目录:
铝合金焊接缺陷
电弧不稳 产生原因:电源线连接、污物或者有风。防止措施:a、检查所有导电部分并使表面保持清洁;b、将接头处的脏物清除掉;c、尽量不要在能引起气流紊乱的地方进行焊接。
铝焊丝焊时,焊接接头常见的缺陷主要有焊缝成形差、裂纹、气孔、烧穿,未焊透、未熔合、夹渣等。
但是在焊接热处理强化处理后的铝合金时,近缝区存在强度大大削弱的现象,也不可避免的会产生翘曲变形。金属表面修补机主要用于修复铸造缺陷,它有逆变式高频+脉冲电源、可使焊丝高速旋转的焊枪和控制部分组成。
选用热裂纹倾向小的母料,严格控制杂质含量 各种铝合金焊接热裂纹倾向不同。其中热裂纹倾向较小的是工业纯铝和防锈铝。正确选用填充金属 增加低熔点共晶物数量,对裂纹起“自愈”作用。
怎样防备铝合金在焊接的时间收缩,变形
1、熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%,在此过程中所产生的收缩应力可能会导致焊接接头的变形。
2、气焊时,采用去除氧化膜的焊剂。在厚板焊接时,可加大焊接热量,例如,氦弧热量大,利用氦气或氩氦混合气体保护,或者采用大规范的熔化极气体保护焊,在直流正接情况下,可不需要“阴极清理”。

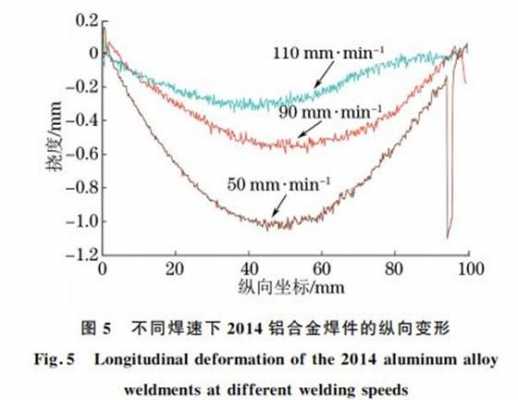
3、) 材料: 铝合金材料具有导热性强、散热快的特点,线膨胀系数比碳钢大很多,使得在焊接过程中比碳钢变形大。2) 焊接工艺参数: 焊接电流和焊接速度直接影响焊接能量的大小。合理的焊接工艺参数可以在很大程度上减少焊接变形量。
铝合金焊接方法铝合金焊接注意事项
在焊接铝合金产品时的注意事项 只要是铝合金产品,在焊接的时候就必须要提前对铝合金产品的料种进行观察。因为料种的不同与产品的薄厚程度不一样,所以你会发现所有的焊接工在施工之前,都要先对氧气焊的设备调整一番。
因此,焊前必须严格清理焊件表面的氧化物,并防止在焊接过程中再次氧化;(四)热裂倾向大 铝合金的线膨胀系数约为碳素钢和低合金钢的2倍。铝凝固时的体积收缩率较大,达5%,而铁为5%。
在焊接铝合金之前,首先应将铝合金的表面清理干净,确保表面未残留灰尘、油污等污渍,如果是厚板铝合金,在焊接之前应使用钢丝进行刷洗,然后再使用丙酮清洗,而且所用焊枪的电缆不能太长。

铝合金焊接的几种先进工艺:搅拌摩擦焊、激光电弧复合焊、激光焊、电子束焊。针对于焊接性不好和曾认为不可焊接的合金提出了有效的解决方法,几种工艺均具有优越性,并可对厚板铝合金进行焊接。
铝及铝合金的焊接方法 1.铝及铝合金的焊接特点 (1)铝在空气中及焊接时极易氧化,生成的氧化铝(Al2O3)熔点高、非常稳定,不易去除。
铝焊注意事项如下:表面处理要干净,不干净的铝合金焊接焊缝会比较脏,杂质比较多会影响焊接效果。气体纯度要好,纯氩或者高纯氩气焊接。
到此,以上就是小编对于铝材焊接变形控制的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。





还没有评论,来说两句吧...