


铝材挤压时效责任制度(铝材挤压时效责任制度有哪些)
 摘要:
3、在铝型材生产企业做挤压工艺员,日常主要工作内容是什么?...
摘要:
3、在铝型材生产企业做挤压工艺员,日常主要工作内容是什么?... 本篇目录:
铝型材挤压完到时效滞留时间
铝型材的时效温度与时间也要因材质而异,6061材质的铝型材时效温度是175度,时效时长一般是6小时,6063材质时效温度是185度,时效时长是4小时。
钢铝复合固溶时效保温是2个小时。时效温度是200摄氏度左右。以挤压铝型材6063为例,时效温度大概在200摄氏度左右,时效保温2个小时,6061(T6)铝型材时效温度180摄氏度,8小时加210摄氏度,2小时。硬度能达到14个。
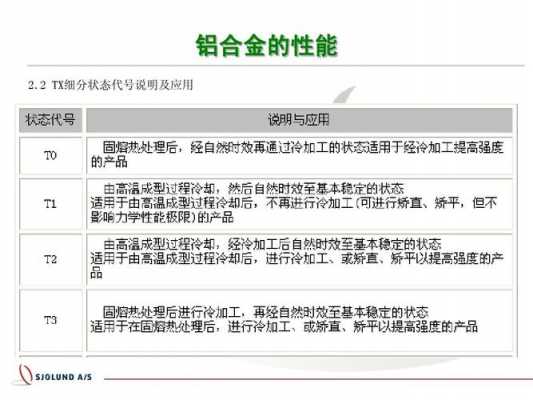
时效处理要求温度均匀,温差不超过±3-5℃。6063合金人工时效温度一般为200℃。时效保温时间为1-2小时。为了提高力学性能,也有采用180-190℃时效3-4小时,但此时生产效率会有所降低。
正确方法是等卸模后将模具在空气中放置到 100°-150°C 再浸入碱水中。挤压结束后,挤压杆先于挤压筒后退,压余留在挤压筒中,然后挤压筒后退,可同时将模具分流孔中的部分残铝 随同压余拔出,然后再进行碱煮。
铝型材到底怎样进行挤压的?
1、铝型材挤压机的工作原理是一种物理形变的原理。利用附属设备如电磁加热炉或者线圈感应加热炉将铝棒加热至450℃左右,然后通过挤压机进行挤压,挤压机原理为挤压筒内装置加热好的铝棒,一端是推进力输出的挤压杆。
2、铝型材挤压机分为正向挤压和反向挤压两种,目前绝大部分用的是正向挤压机,科学原理是液压机原理,要从挤压机的构造来分析:我们通常把挤压机分为三部分:主缸、中板(挤压桶)、挤压杆。

3、热挤压时是将锭坯加热到再结晶温度以上进行挤压,冷挤压是在室温下进行挤压。
在铝型材生产企业做挤压工艺员,日常主要工作内容是什么?做这个有发展...
铝型材生产首先是熔铸铝合金棒,再挤压型材,检验合格后,有两种处理工艺,一种不需要进行热处理的,包装好后就可以出售了。另一重要进行时效(沉淀强化),再进行表面处理(氧化、喷涂),检验合格后包装好后出售。
铝材厂挤压工的工作是操作挤压机,各种各样的铝型材就是通过挤压机挤压成型的。这种工作不会很累,因为都是操作机器来完成。但是有一点,工作环境会比较热,因为挤压的时候,铝棒和模具都要加热到500℃左右的高温。
因此随压铸机生产率的提高,产量的增加,铸件清理工作实现机械化和自动化是非常重要的。

生产工艺管理制度-11 目的与适用范围 本制度适用于我厂硬质合金生产的工艺管理。 本制度规定了工艺(操作)规程的制定、修改以及贯彻执行等管理要求。
铝型材挤压机的工作流程 检查油压系统是否漏油,空气压力是否正常。检查传输带,冷床,储料台是否有破损和擦伤型材之处。
编制产品的工艺文件,制定材料消耗工艺定额;根据工艺需要,设计工艺装备并负责工艺工装的验证和改进工作;设计公司、车间工艺平面布置图。
铝型材挤压应该注意的事项?
(8)铝型材挤压模子氮化前要求清洗干净,不允许有油污带入炉内;氮化工艺要合理(依设备特性与模具材料而定),氮化后表面硬度为HV900~1200,氮化层过厚、过硬会引起氮化层剥落。
合理调整铝金属流动速度,就是要尽量保证铝型材断面上每一个质点应以相同的速度流出模孔。
铝型材挤压模具注意事项:铝型材截面本身就千变万化,并且铝型材挤压行业发展到今天,铝合金,铝型材截面本身就千变万化,有机身清,强度好等重要优点,目前已经有许多行业采用铝型材来代替原有材料。
冷却台上的型材不能互相摩擦,碰撞,重叠堆放,防止擦花。
到此,以上就是小编对于铝材挤压时效责任制度有哪些的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。








还没有评论,来说两句吧...