


铝材加工变形(铝材加工变形改善报告)
 摘要:
2、如何减少铝型材加工变形的正确操作方法?...
摘要:
2、如何减少铝型材加工变形的正确操作方法?... 本篇目录:
- 1、铝件加工既然这么容易变形,就没有好办法了吗
- 2、如何减少铝型材加工变形的正确操作方法?
- 3、为什么数控车床加工管材铝料会变形
- 4、铝合金工件的变形问题和解决方法是什么?
- 5、铝合金压条机压后铝材会不会变形呢
铝件加工既然这么容易变形,就没有好办法了吗
在飞机结构中,为了减轻重量,采用了大量的铝合金材料的薄壁零件,由于铝合金零件材料热膨胀系数较大,薄壁加工过程中很容易变形。尤其是在采用自由锻毛坯时,加工余量大,变形问题更为突出。
因为铝的材质比较软,所以抛丸之后容易变形。要解决这个问题,我给出以下几个建议:减短抛丸的时间。因为时间长了,磨料打在铸铝件表面的量多了,很容易把工件打的变形。换磨料,把磨料换小。
这个没办法,我们做过一个试验,因为客户要求喷0.3MM的板,怎么喷都变形,最后我们改成抛砂机,变形没那么重。
这是很正常的,因为铝件的质地较软,在抛丸后会产生热胀冷缩和抛打形变是正常的。钢丸使用小直径的会适当减少变形系数的。江苏鑫磊抛丸机袁中明为您解
会,可以使用铝合金专用螺丝攻。铝合金材质软容易变形,可以尝试使用铝合金专用螺丝攻,或者用铣牙刀配合CNC加工。
数控车床加工管材铝料变形,主要是因铝管材内应力变形、装夹变形所致。管材铝料会变形本身是挤压成型的,挤压加工完成时结构稳定,相对的径向变形量很小。

如何减少铝型材加工变形的正确操作方法?
1、注意走刀顺序,粗加工都注重加工效率,都会以尽量少的时间来切割掉尽量多的铝料,粗加工一般采用逆铣,精加工注重高精度,宜采用顺铣。
2、热处理 对于加工比较复杂的铝合金零件,可以采用粗加工再热处理,再精加工的方式。
3、解决方法:确保正确的安装方法和使用适当的支撑结构。 材料质量问题:低质量的铝板可能容易变形。解决方法:选择高质量的铝板材料,并确保其符合相关的质量标准。 外力作用:可能受到风力、震动或其他外力的作用,导致变形。
为什么数控车床加工管材铝料会变形
1、可能是材料本身的问题。你在加工的时候,铝材料产生了弹性变形,加工完之后就又变回去了。如果对加工件的要求较高,就要重新精加工或者加工的时候就要考虑弹性变形量。

2、出现以上问题(凸心)有两种可能情况。机床的床头箱偏移,需要调整。刀具不快了,重新磨刀,铝件较软,刀具需要特别的锋利。使用数控车可以编一个斜面加工可以抵消机床的锥度。
3、机床本身的稳定度。如果不是新机床或者机床经过大量的加工没有进行调试的情况下,会出现机床本身所造成的尺寸误差。造成机床本身误差有以下几个因素:机械方面:a. 伺服电机与丝杠之间松动。b. 滚珠丝杠轴承或螺母磨损。
4、在飞机结构中,为了减轻重量,采用了大量的铝合金材料的薄壁零件,由于铝合金零件材料热膨胀系数较大,薄壁加工过程中很容易变形。尤其是在采用自由锻毛坯时,加工余量大,变形问题更为突出。
5、车薄壁工件时,由于工件的刚性差,在车削过程中,数控车床薄壁工件加工变形一般是下面几种现象。因工件壁薄,在夹压力的作用下容易产生变形。从而影响工件的尺寸精度和形状精度。
6、铝材料的材料配方,加工切削速度和刀具,以及润滑油都是有讲究的,任何一处不对都会对产品的光洁度产生影响。所以你还需要仔细观察究竟什么地方出现问题的。
铝合金工件的变形问题和解决方法是什么?
1、解决方法:选择合适的铝板材料,使用合适的安装技术,以及考虑使用温度补偿装置。 安装问题:不正确的安装方法也可能导致外墙铝板变形。例如,安装时没有使用足够的支撑结构来支持铝板,可能导致变形。
2、改善刀具结构 改善工件的夹装方法 合理安排工序 铝合金零件加工变形的原因很多,与材质、零件形状、生产条件、切削液的性能等都有关系。
3、适当选择对称加工,对于加工余量大的零件,为了较好的加工散热性,可以选择对称加工。型腔多的工件可以采用分层多次加工,对于多个型腔的加工如果按次序,一个一个加工的话会导致工件受力不均而变形。
铝合金压条机压后铝材会不会变形呢
加工铝型材外壳时,环境温度会影响铝型材外壳。随着挤压条件的变化,挤压过程中的挤压温度和挤压速度也在不断变化。挤压铝型材壳体时,挤压温度低,挤压速度慢,铝壳导热高。
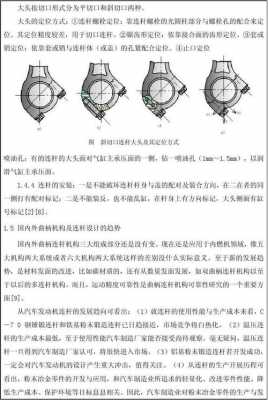
对于缺少经验的设计者来说,他们就会觉得更困难。
经济上的优点有:可以通过一道工序进行大变形量加工,工具承受很大压力以及可以使的包履的毛坯变形。
一端是推进力输出的挤压杆。另一端是相应的模具,挤压杆在液压系统的压力输出下,将铝棒向模具方向推进,铝棒经过高温物理变形从模具口出来后就变成相应的铝型材,之后冷却、锯切转制下一步工序。
在400℃工作环境中不会产生永久变形。 我们的产品在制造过程中有折弯工序,要求铝件的折弯处无裂缝或细纹。 解决方法:板材全部通过半导弯曲检验,弯曲180度不会产生开裂现象。
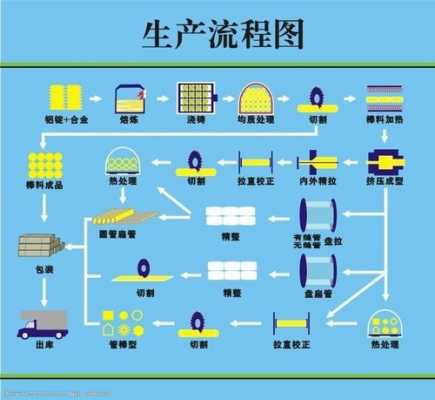
矫直——通过冷弯形矫正,拉直后消除型材弯曲、扭拧等缺陷,同时不能产生桔皮、面不平。人工时效——严格按照时效工艺制度进行时效处理,提高合金强度。
到此,以上就是小编对于铝材加工变形改善报告的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。







还没有评论,来说两句吧...