


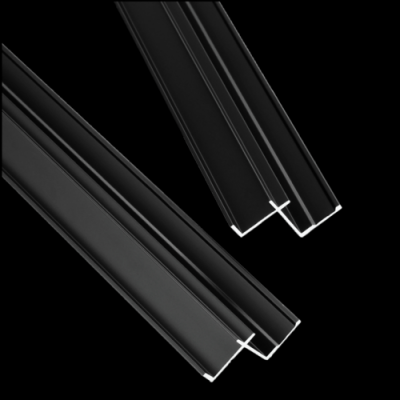
铝材黑线问题(黑色铝合金线条)
 摘要:
1、压铸铝氧化发黑是怎么办?...
摘要:
1、压铸铝氧化发黑是怎么办?... 本篇目录:
- 1、压铸铝氧化发黑是怎么办?
- 2、生产出的铝型材的分色,起线,黑线,亮线是什么意思?
- 3、铝材焊接发黑的原因有哪些?
- 4、铝合金型材表面有线纹怎么控制??
- 5、怎样解决铝型材表面出现黑线?
- 6、铝型材热挤压挤出型材有黑线是什么原因?
压铸铝氧化发黑是怎么办?
那是因为腐蚀的缘故,在露出的部分涂抹些油脂类的,最主要的是要隔绝空气和水分。
压铸铝合金制品表面发黑,特别是在经过机加工以后会更加明显,表现为黑点黑斑。这种情况可能是压铸时压力不够,工件致密度不够,所以形成毛细孔,这些毛细孔吸水被氧化后就会出现这种问题。
未经氧化处理的铝材容易“生锈”从而导致性能下降,纵向强度方面比不上铁制品.表面氧化层耐磨性比不上电镀层容易刮花.成本较高,相对铁制品成本高出3~4倍左右。
杂质Zn的氧化物和其水结晶可能是发黑的主要原因。也不排除Mg、Fe等杂质的因素。3超声波清洗剂是参与上述反映的主要成分。4不排除拉伸模具不干净的问题,或者模具拉伤。
生产出的铝型材的分色,起线,黑线,亮线是什么意思?
挤压模具设计不合理,模具设计应能使进料充分的揉合,否则容易出现亮(暗)等缺陷,同一根型材上都可能出现分色;同时,模具状态及型材表面的挤压纹等也影响氧化着色。
数值越大说明相应的铝厚度也越大,成本也相应较高。铝合金门窗门窗分窗扇和窗框两部分;窗框为固定部分与墙体连接;窗扇是窗框的一部分,被推或打开以连接到窗框。
喷砂后阳极氧化 氧化分一般为化学氧化(不带电)和阳极氧化(通电),而氧化通常指阳极氧化,你这里的氧化即为此意。阳极氧化:以铝材做阳极,氧化后表面一般形成一层5-20um的氧化膜,具有很好的耐蚀性和较好的耐磨性能。
铝型材6063-T5中的6063是该铝合金的牌号,6063铝合金是AL-Mg-Si系中具有中等强度的可热处理强化合金,属于铝合金中的六系合金。
铝型材挤压机的工作原理是一种物理形变的原理。利用附属设备如电磁加热炉或者线圈感应加热炉将铝棒加热至450℃左右,然后通过挤压机进行挤压,挤压机原理为挤压筒内装置加热好的铝棒,一端是推进力输出的挤压杆。
滚压:该工序又分为导向及预夹紧、主要夹紧、校直(水平方向、垂直方向)三个工步,是确保成品型材的紧密度和垂直度的关键。
铝材焊接发黑的原因有哪些?
1、几个原因,一个是焊条焊济的型号是否正确,焊机的功率是否过大,铝材的成分含量比例,工人师傅的操作,都会影响铝焊发黑。
2、因为焊剂在火焰的烧灼下会发黑失去破除铝金属表面的张力的作用。所以焊接时注意温度不要烧得特别高,当发现焊接有些发干或者发黑的时候可以用M51的焊丝沾一些M51-F重新涂在焊接处起到焊接辅助的作用。
3、气体的纯度不高,一定要高纯氩。焊丝的质量不达标,可以考虑威欧丁铝焊丝。焊接前的表面处理没有处理。气体流量调节不对。
4、氩弧焊焊接铝发黑不亮的原因有如下 气体纯度不好,换高纯氩气看是否可以解决。焊丝的杂质含量比较多,换质量好的铝氩弧焊丝。
5、焊前表面处理一定要到位,铝镁合金有时镁含量高了也是有影响的,因镁比铝更活泼。
铝合金型材表面有线纹怎么控制??
还有一种方法,就是将喷砂的产品抛光后重新喷砂,这样的方法比较彻底,但要考虑重新抛光后对产品有没有负面影响,而且抛光后材料纹虽然消失了但较长时间的化验后,料纹还是会重新出现的。
铝型材表面裂纹相关措施:(一):挤压系数过大的型材可以放在小机台生产,采用合适的挤压比;另外挤压三温要严格按生产工艺要求控制,要采用合适的挤压速度。
铸锭组织应均匀,均匀化充分;合理控制挤压温度和速度,以及快速固溶化处理,防止晶粒粗大;减少拉伸矫直工序的拉伸率。
表面产生线条的原因一般是因为挤压磨具内腔磨损或腐蚀后产生凹坑引起的。
怎样解决铝型材表面出现黑线?
1、型材的焊合质量问题如何解决? 生产过程中经常遇到表面假接头,表面划伤,机械纹路,表面黑线,表面起手感凹凸现象,焊缝严重等问题,型材经表面处理后出现黑带或色差严重而使产品报废,造成不可挽回的损失。
2、应尽量避免与酸、碱接触,化学抛光使用的是强酸所以不能去除。消除的办法只有更改模具导流结构,尽量使合模线移至非装饰面或者转角位置,也可以试试增加导流板。当然还可以更改表面处理方式,总之尽量要避免与酸、碱接触。
3、一般的铝材上都或浅或深的料纹,对于好的铝材(如韩铝,住友)来说,喷砂一般都可以盖住料纹,越粗的砂,喷砂压力越大,遮盖效果越好。
4、Mg2Si中间相。析出中间相的铝表面在除污工序中粗糙化,并形成由阳极氧化处理导致的紊乱的氧化膜结构,也可以认为硅粒和未氧化的铝粒子发黑色。对策:(1)利用冷却风扇控制换热;(2)减少与挤压接触的材料的热传导率。
5、目前,这一问题在挤压铝型材领域还是普遍存在,也是名铝挤型材厂最大的质量问题。尽管费了很多力气,但是焊合性问题还是不能彻底解决,只能说可以改善。焊合线 改善这一问题其关键技术是模具设计。
铝型材热挤压挤出型材有黑线是什么原因?
挤压速度过高,金属变形功增大,金属温度升高较大。另外,挤压温度过高,挤压力将降低,因而又降低了焊合力。
要看黑线的位置吧,如果黑线位置很固定,有可能是模具的问题。比如焊合不良,或者焊合区过烧。
表面产生线条的原因一般是因为挤压磨具内腔磨损或腐蚀后产生凹坑引起的。
到此,以上就是小编对于黑色铝合金线条的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。








还没有评论,来说两句吧...