


铝材挤压模具舌比(铝材挤压模具硬度标准)
 摘要:
2、铝型材挤压加工工艺模具的制造要求有哪些?...
摘要:
2、铝型材挤压加工工艺模具的制造要求有哪些?... 本篇目录:
铝型材挤压模具设计的八大要点
1、模具的具体尺寸是由制品的规格和挤塑工艺参数决定的,选配好适当的模具,是生产高质量、低消耗产品的关键。
2、)压型嘴:保证模具在挤压过程中不移位及与挤压筒紧密配合的辅具,结构及尺寸根据挤压机吨位确定。5)挤压垫片:防止挤压轴与被挤压的金属直接接触的辅具。其外径较挤压筒内径小一些,厚度在40至150mm之间。
3、压铸模具设计要点 第一,运用快速原型技术和三维软件建立合理的铸件造型,初步确定分型面、浇注系统位置和模具热平衡系统。
4、)冲压模具设计分为总体设计,总图、工作零件设计以及其他零部件设计及标准化选用和审查等。
5、)所使用模具钢材的优劣,2)挤压模具设计及模具制造技术,3)挤压模具保养是否到位,4)铝型材挤压生产工艺技术是否有保证,5)挤压模具管理是否得当。
6、研究表明,对于综合性能要求较高的一类功能件,如拉杆、接头、导体、触头座等,一般采用铝合金挤压棒 (管)经切削加工制成,2A50 合金就是其中常用材料之一。

铝型材挤压加工工艺模具的制造要求有哪些?
需要模具的刚性大、重量轻、表面光洁度及尺寸精度较高。有的形状较复杂、切削加工比较困难的铝合金型材,需要运用冷挤压工艺才能很容易的加工成型。第二:铝型材开模定制的型材原材料一定要合格。
此外,还可以采用工艺平衡孔,工艺余量或者采用前室模、导流模、改变分流孔的数目、大小、形状和位置来调节铝金属的流速。
注意壁厚要均匀,建议最好2mm厚以上,如果不是太大5mm 也行跨度不要太大容易变型.如跨度太大厚度相应要加大.结构要充分夸虑受力。
关于起订量 一般常规的铝型材开模起订量为500kg,但是对于截面较大的型材开模起订量会根据实际的比例适当调整,具体的可以咨询工业铝型材开模厂家。

图纸绘制。图纸是理想的初步体现,所以技术人员需要根据客户的需求去绘制准确的三维图纸,而且技术人员也要能够判断客户的需求是否合理或者要给出可行性的建议方案,以便后期调整修改。加工标准。
(3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。挤压:挤压是铝型材成型的手段。
铝合金模版型材技术有哪些内容?
拆模后混凝土表面效果。铝合金建筑模板拆模后,混凝土表面质量平整光洁,基本上可达到饰面及清水混凝土的要求,无需进行批荡,可节省批荡费用;现场无施工垃圾。
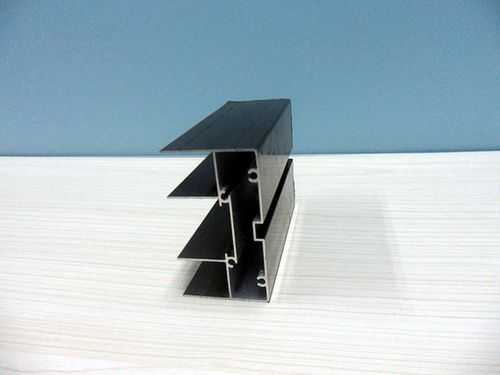
粉末喷涂铝材:型材表面以热固性有机聚合物粉末做涂层。氟碳漆喷涂铝材:型材表面以聚偏二氟乙烯漆作涂层。目前,普遍使用的隔热型材,是采取穿条式或浇注式复合的一种铝合金型材。
铝模的施工技术:首先按设计图纸在工厂完成预拼装,满足工程要求后,对所有的模板构件分区、分单元分类作相应标记。然后打包转运到施工现场分类进行堆放。现场模板材料就位后,按模板编号“对号入座”分别安装。
我想知道铝合金挤压模具的结构是哪样的
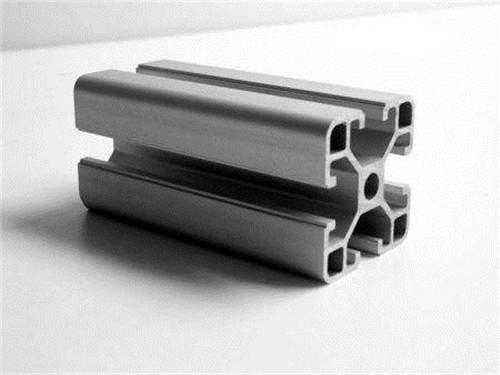
1、铝合金建筑型材挤压模具可分为平面模和空心模两大类。空心模又可分为平面分流组合模、星形组合模,舌形模,其中平面分流组合模最为常用,占95%以上。
2、筒单挤压模有两种:第一种是实心型材挤压模。第二种是空心型材挤压模。具体结构如下:1)挤压筒:用高强度合金钢制造的多层圆筒体,一般内衬套可卸下。长度根据挤压机吨位确定。材料:外套5CrMnMo, 内套3Cr2W8V。
3、铝合金车轮挤压铸造的模具结构如图3所示。它主要有凸模、右凹模、顶杆镶块和左凹模组成所要求的型腔。
4、一端是推进力输出的挤压杆。另一端是相应的模具,挤压杆在液压系统的压力输出下,将铝棒向模具方向推进,铝棒经过高温物理变形从模具口出来后就变成相应的铝型材,之后冷却、锯切转制下一步工序。
5、空心铝型材挤压模具,简单来说就是实心类的模具后面再加一块(外形一样的圆柱)来做芯子(芯子在中心凸出套在前面那块内),入料孔在芯子这件上做三五个绕芯子成圆周排列,这里的入料孔非常关键。
6、像铝扁条、铝棒、一些异形材等。分流模具生产的型材 分流模一般都是由两个组合模具组合在一起的,这样就可以在挤压的时候通过工作带分流形成空腔,像铝外壳、圆管等都是这种分流模具才可以。
到此,以上就是小编对于铝材挤压模具硬度标准的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。







还没有评论,来说两句吧...