


铝材阳极氧化工艺缺陷(铝材阳极氧化表面处理)
 摘要:
4、阳极氧化后出现了色差?...
摘要:
4、阳极氧化后出现了色差?... 本篇目录:
铝合金焊接缺陷
1、电弧不稳 产生原因:电源线连接、污物或者有风。防止措施:a、检查所有导电部分并使表面保持清洁;b、将接头处的脏物清除掉;c、尽量不要在能引起气流紊乱的地方进行焊接。
2、铝焊丝焊时,焊接接头常见的缺陷主要有焊缝成形差、裂纹、气孔、烧穿,未焊透、未熔合、夹渣等。

3、但是在焊接热处理强化处理后的铝合金时,近缝区存在强度大大削弱的现象,也不可避免的会产生翘曲变形。金属表面修补机主要用于修复铸造缺陷,它有逆变式高频+脉冲电源、可使焊丝高速旋转的焊枪和控制部分组成。
铝阳极氧化工艺流程
1、⑵氧化工艺:将线路仪表安装好,将要染色铝件作阳极并全部浸入电解液中,然后接通电源,按下列工艺条件控制。电解液温度控制在12-25℃,阳极电流密度1-2安/分米2,槽中电压13-23伏之间。时间30-40分钟左右。
2、阳极氧化铝板的工艺流程:1,阳极氧化铝板氧化膜生成的一般原理,以铝板为阳极置于电解质溶液中,利用电解作用,使其表面形成氧化铝薄膜的过程,称为铝板的阳极氧化处理。
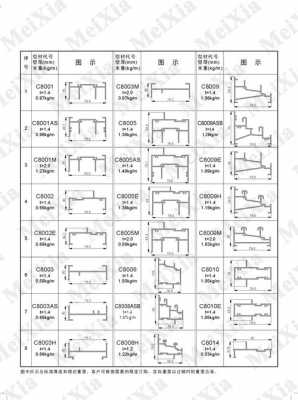
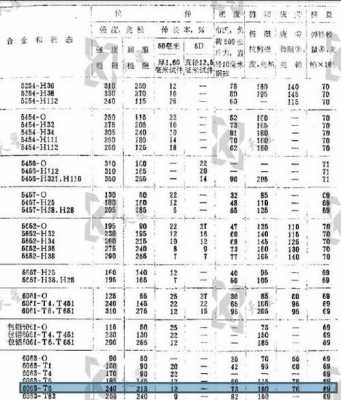
3、铝及铝 合金常用阳极氧化方法和工艺条件见表-5。其中以直流电硫酸阳极氧化法的应用最为普遍。

4、阳极氧化铝板工艺流程:上架 一 脱脂~水洗~碱蚀一水洗一中和一水洗一阳极氧化一水洗一封孔一水洗一下架一检测一包装。在工艺流程中的脱脂、碱蚀、中和、阳极氧化、封孔等工序是保证氧化处理质量的关键。
铝板阳极化后有什么优点和缺点?
1、阳极氧化铝是一种导电材质,可以起到相当不错的屏蔽作用,同时还拥有碳纤维耐腐蚀、抗氧化的特性,同时在韧性和导热性方面也要高于碳纤维产品,可为内部硬件提供相当出众的保护。
2、阳极氧化后的铝或其合金,提高了其硬度和耐磨性,可达250~500千克/平方毫米,良好的耐热性,硬质阳极氧化膜熔点高达2320K。优良的绝缘性,耐击穿电压高达2000V,增强了抗腐蚀性能,在ω=0.03NaCl盐雾中经几千小时不腐蚀。
3、为了克服铝合金表面硬度、耐磨损性等方面的缺陷,扩大应用范围,延长使用寿命,表面处理技术成为铝合金使用中不可缺少的一环,而阳极氧化技术是目前应用最广且最成功的。第三,肯定不一样了。

阳极氧化后出现了色差?请问是什么原因及改善对策是什么?
1、色差从事氧化铝板行业的人都知道; 对色,导致对样、材料在氧化处理时因药水成份,为的是确保原材料纹理的一致性和产品的稳定性,即使在性能上它有众多优势,再也不是问题了。
2、(一)、色浅、色差的产生原因及处理:氧化皮膜厚度不均。可能原因是阳极氧化槽液温度、浓度不均,这时应对槽液进行压缩空气搅拌,以解决此类问题。染液温度或浓度不均。引入搅拌工艺,同时增加搅拌次数。
3、3-T5状态的铝材焊接后如果氧化着色有色差是焊接材料的匹配问题。如果是选用常规的ER4043铝硅焊丝焊接后氧化变灰色是正常。如果选用常规的ER5183铝镁焊丝焊接后氧化是白色。
4、比起铝合金的天然氧化膜,其耐蚀性、耐磨性和装饰性都有明显的改善和提高。由以上因素可看出,产生色差的因素有很多方面,原材料、处理药水、处理时间、处理温度等。铝阳极氧化的原理实质上就是水电解的原理。
5、影响氧化膜着色质量的因素 (1)若前处理除油过程进行不彻底,会造成膜层出现明显的白花斑,给着色带来困难。(2)电解溶液中Sn盐浓度过低时,上色速度慢,当浓度高于25 g/L着色速度快,但不易掌握,往往产生色差较大。
6、铝板一面加工一面不加工阳极化后有色差的原因:铝阳极氧化膜厚度不均。铝阳极氧化槽液温度、浓度不均,应对槽液进行压缩空气搅拌,大幅度解决此类问题。染液温度或浓度不均。
铝合金表面阳极氧化后有黑色小坑怎样解决
①以铝材为阳极,铅板为阴极,小电流电解处理,每处理一定时间之后将铅板取出来洗刷一下,然后再继续处理,经过一定时间处理之后情况会大有改善。②已出现于阳极化件表面的黑点可在1:1的硝酸中漂洗去。
方法一:当铝合金表面氧化脏了后,可以用碱溶液清洗,将吸附有脏物的氧化膜除去。除去后,放在蒸馏水里清洗多次。最后放在蒸馏水中煮沸将氧化膜中的孔 封闭。这样清洗后的铝合金表面就不会吸附脏东西了。
可对阳极氧化表面处理比较好的清洗就是超声波清洗,超声波能对阳极氧化表面有机油脂和无机碳化物的清洗,对于有盲孔、狭缝的工件部位都能做到高效率的清洗。
到此,以上就是小编对于铝材阳极氧化表面处理的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。





还没有评论,来说两句吧...