


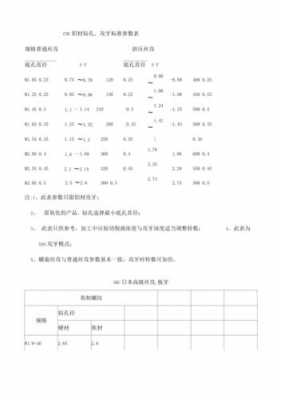
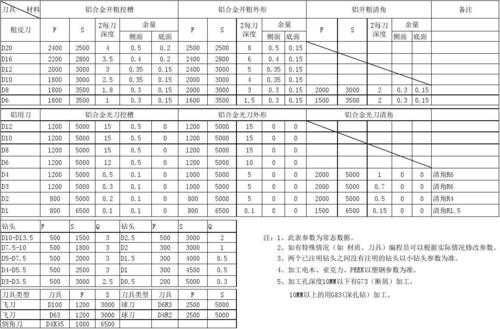
铝材孔位加工(铝件加工常用钻孔参数)
 摘要:
3、铝型材CNC加工工序有哪些?...
摘要:
3、铝型材CNC加工工序有哪些?... 本篇目录:
- 1、求高手支招如何精加工铝件内孔
- 2、工业铝型材打孔加工指的是哪些?
- 3、铝型材CNC加工工序有哪些?
- 4、冲孔铝单板加工三要素:孔径、孔距和冲孔率
- 5、铝材料粗糙度0.4的孔怎么加工
- 6、工业铝型材上面打孔有什么标准?
求高手支招如何精加工铝件内孔
加工机床底孔,内圆磨床,内圆磨床,最后抛光!不过要提醒你,气缸的原料是铝合金,而不是铝的硬度加工出来的,不能达到长期使用的目的。
一般的钻头都可以的 主要是转速问题 针对铝材质及小孔加工 建议转速6000-7500rpm,至于内孔的粗糙度要求,建议使用精度较高的自动进刀钻孔动力头,不要使用普通的台钻。当然有些普通的台钻也能达到加工精度要求的。
具体加快方法如下:首先刀具选择,选择刀刃锋利光滑的刀具。有铝材加工专用的刀片。选择合理的线速度(转速)和背吃刀量(单次乘轴车削量半径),线速度控制在500米每分钟以上。
(1)铝件的精加工,刀具材料可选择高速钢、硬质合金、金刚石。
G1G1G19 平面选择指令:分别用于选择 XY 平面、XZ 平面和 YZ 平面进行加工操作。 G2G29 返回原点指令:将机床移动到设定的原点位置。
,显然图纸不合理。另外如果孔位置精度高的话,(比如0。1之内),定制非标D29。8的钻头(SK+K10)或者整体K10,做成倒锥0。05,刀具商他们懂的,(整体价格5000~6000左右)然后用定制的D30。
工业铝型材打孔加工指的是哪些?
1、工业铝型材攻丝是指在型材的中心孔进行螺纹攻丝,攻丝的大小尺寸需要根据使用的螺栓大小而决定。打孔和攻丝是工业铝型材生产加工过程中的标准化流程。铣槽 工业铝型材铣槽其实就是指用特定的刀具在铝型材的表面切削一个槽。
2、在工业铝型材上面打孔标准如下:钻头的选择要正确,钻头一般选用硬质合金钻头,这种合金钻头打孔精度高,效率高,寿命长。
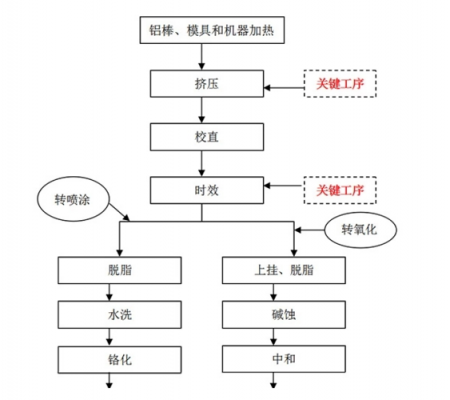
3、挤压工序就是将铝型材挤压成形的一个步骤,在挤压前先准备好挤压模具,利用挤压机将铝型材挤压出来。铝型材加工表面处理就是表面预处理、氧化和封孔着三个步骤,工业铝材进行封孔后,用清水清洗,吹干,就可以进行包装了。
4、铝型材加工分为成品加工和半成品加工。铝型材成品加工的方式有切割,打孔,攻牙,铣槽等,铝型材半成品加工是指用铝锭加工成铝型材。铝型材加工,用塑性加工方法将铝坯锭加工成材,主要方法有挤压、锻造,氧化,校直等。

5、框架铝型材打孔连接即为在铝型材上面先打上安装工艺孔或者攻出螺纹等。这种连接方式多采用的是螺栓连接,常用的螺栓为内六角螺栓和半圆头螺栓。
6、工业铝型材常用的连接方式就是打孔连接,基本上不受框架结构的影响,不知道该选择哪种连接方式的时候,选择打孔连接准是没错的。
铝型材CNC加工工序有哪些?
铝合金件CNC精密机加工品控流程通常包括以下步骤:材料检验:对铝合金材料进行外观检查和化学成分分析,确保材料符合要求。工艺规划:根据客户提供的设计图纸或样品,制定加工工艺方案,包括加工工艺路线、加工参数等。
攻丝 工业铝型材攻丝是指在型材的中心孔进行螺纹攻丝,攻丝的大小尺寸需要根据使用的螺栓大小而决定。打孔和攻丝是工业铝型材生产加工过程中的标准化流程。
铝型材加工有很多方法,如氧化加工、喷砂氧化、CNC加工、拉丝、抛光、硬质氧化、阳极、电镀、电泳、烤漆、喷油、丝印、移印、镭雕、冲压,如东莞智高散热器可以做出这种各种工艺,能做出音响面板,汽车功放散热器。
喷砂主要用于铝合金零件的表面清洁。喷漆前喷砂(喷漆或喷塑)可以增加表面粗糙度,有助于提高附着力,但作用有限。不如化学油漆预处理。钝化是一种将金属表面转变为不易氧化的状态并延缓金属腐蚀速度的方法。
在加工机床上按TAPE键和程序启动键,这时机床控制器出现闪烁的LSK字样。在计算机上按回车键盘就可进行DNC传数加工。
冲孔铝单板加工三要素:孔径、孔距和冲孔率
1、冲孔铝单板的孔距会随孔径的大小变化而变化,一般孔径越小,间距越小。冲孔铝单板的冲孔率,即冲孔密度,可用 冲孔率=冲孔面积/整块冲孔铝板面积 这个公式来计算。孔径与孔距,共同决定了冲孔铝单板的冲孔率。
2、但是冲孔铝单板主要是由冲孔形状、冲孔率及颜色三个部分组成,冲孔铝单板与普通铝单板的差别在于冲孔铝单板是冲孔的,没有密封性。
3、要计算落料率和冲孔率,我们需要先了解零件的尺寸和形状。在这里,您给出了孔径、孔距和材料厚度,但未提供零件的整体尺寸和形状。为了计算落料率和冲孔率,我们需要知道零件的总体外形尺寸以及排布在零件上的孔的数量和位置。
4、我公司的数控雕刻机可加工范围为2m*5m的铝板。冲孔.就是用冲床按图纸在铝板上冲出相应的孔位,以便组装时安装角码。加工时要注意孔位间距及孔位边距是否正确。
铝材料粗糙度0.4的孔怎么加工
1、车床和铣床加工铝合金构件一般不需要这么高的要求,如果一定要达到这个,一般采用大切小刀、煤二油冷却,可能还需要增加抛光工序。建议你向客户确认一下,是不是笔误一类的;否则费用太高会吓走客户,费用不高又可能亏本呢。
2、应采用车削加工,因为紫铜的纯合金为有色金属,硬度低而塑形较高,用车刀选用较小的进给量与切削深度和较大的切削速度,加工精度即可达IT5~It6,粗糙度0.4~0.um。
3、车刀R角,有两个作用:起耐磨性,起修光作用.如果中心高,R角适当,后角合适,转速与进给率比适当,还不能达到想要的粗糙度,建议刀具材质选用PCD(金刚石)刀片。
4、除采用CNC切削方式对孔进行精密加工外,还可采用镗削和铰削等方式对孔进行高精度加工。随着加工中心主轴的高速化,已可采用镗削工具对孔进行高速精密加工。
5、CNC手板加工方法: 一 般是对工件进行上下两面加工,特殊情况下会对工件进行三面、四面、五面或六面加工。
6、喷砂主要用于铝合金零件的表面清洁。喷漆前喷砂(喷漆或喷塑)可以增加表面粗糙度,有助于提高附着力,但作用有限。不如化学油漆预处理。钝化是一种将金属表面转变为不易氧化的状态并延缓金属腐蚀速度的方法。
工业铝型材上面打孔有什么标准?
加工标准。铝型材加工服务包括切割,打孔,攻牙等等,如果不能按照尺寸去准确的加工,会造成铝型材组装不上去的情况。
所以往往工业铝材加工要注意切割的精度,一般切割精度是+-0.5mm以内,但随着科学的进步,机器的革新,现在一般切割精度能精确到+-0.2mm以内。
工业铝型材打孔一般有两种,一是直孔,二是阶梯孔。阶梯孔适合于精密的仪器框架,它是一种用特殊钻头在型材上打出来的上下两层的孔,可以隐藏螺栓露在外面的部位。
铝合金线槽打孔方法:在钻孔时,为了确保钻孔位置的精确性,建议先轻轻在铝材上钻个小孔,便于定位操作,如果铝材厚度较厚,钻孔过程中还要用清水将其冷却再钻。
铝含金门的铆钉用电钻放眼铆钉枪铆上的。钻头硬度要高,或者选择专用开孔器。在钻孔时,为了确保钻孔位置的精确性,建议先轻轻在铝材上钻个小孔,便于定位操作,如果铝材厚度较厚,钻孔过程中还要用清水将其冷却再钻。
到此,以上就是小编对于铝件加工常用钻孔参数的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。





还没有评论,来说两句吧...