


铝材连续退火工艺图片(铝材退火工艺对材质的影响)
 摘要:
1、断料,断料,又称“下料”,是铝合金门窗制作的第一道工序,也是关键的工序,2、铝型材生产主要包括熔铸、挤压和表面处理三个过程,熔铸是铝型材生产的首道工序, 主要过程为:配料:根据...
摘要:
1、断料,断料,又称“下料”,是铝合金门窗制作的第一道工序,也是关键的工序,2、铝型材生产主要包括熔铸、挤压和表面处理三个过程,熔铸是铝型材生产的首道工序, 主要过程为:配料:根据... 本篇目录:
- 1、你知道哪些关于铝件热加工的知识?
- 2、铝加工的相关过程
- 3、铝材怎么焊接?
- 4、阳极氧化工艺流程
- 5、铝材料如何焊接?
你知道哪些关于铝件热加工的知识?
1、退火处理:将铝合金铸件加热到较高的温度 , 一般约为 300 ℃ 左右 , 保温一定的时间后 , 随炉冷却到室温的工艺称为退火。
2、铝合金铸件得热处理就是选用某一热处理规范,控制加热速度升到某一相应温度下保温一定时间以一定得速度冷却,改变其合金的组织,其主要目的是提高合金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。
3、主要是为了得到好的抗应力腐蚀性能。为了得到稳定的组织和几何尺寸,时效应该在更高的温度下进行。过时效根据使用要求通常也分为稳定化处理和软化处理。
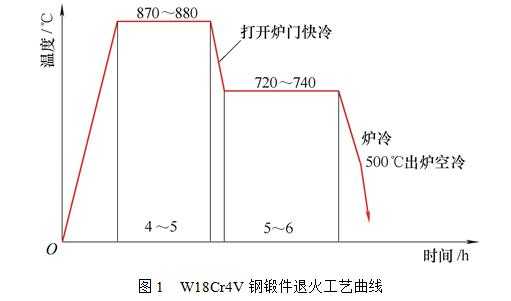
4、有均匀化退火、去应力退火、再结晶退火、成品退火等。铝合金的退火意图是:下降材料硬度,进步延伸率。坯料用于常温态反揉捏。加工技术:加热到510度,保温5小时,然后随炉冷却,每小时冷却温度小于10度。冷至200度出炉空。
5、产量仅次于钢铁,居金属材料第二位。中国于50年代中期建成较大型的铝加工厂,形成了生产体系,产品已系列化,品种有七个合金系,可生产板材、带材、箔材、管材、棒材、型材、线材和锻件(自由锻件、模锻件)八类产品。
6、铝合金有防锈铝、硬铝、超硬铝、锻铝、铸铝等,铝合金的热处理工艺有退火、有固溶处理+时效,请问你想知道那种? 一般铸态硬度范围为24~32HB,退火硬度范围为15~25HB,而固溶处理+时效后硬度最高可达150~190HB。
铝加工的相关过程
1、断料。断料,又称“下料”,是铝合金门窗制作的第一道工序,也是关键的工序。
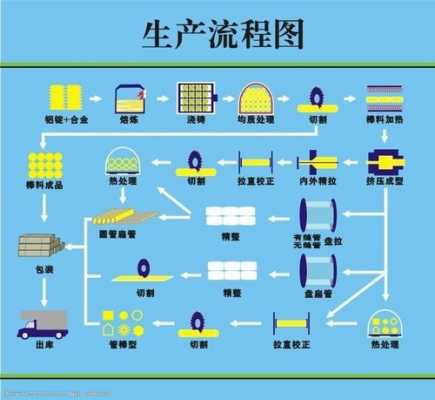
2、铝型材生产主要包括熔铸、挤压和表面处理三个过程。熔铸是铝型材生产的首道工序。 主要过程为:(1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。
3、:铝型材切割 铝型材切割是铝型材CNC加工工序里最基础也是最常见的一种加工方式。因为工业铝型材标准尺寸为6020mm,要加工成长短不一或者是角度不同的的铝型材才能组装成框架。
铝材怎么焊接?
焊接工具可以选用第三代衍生版的液化气喷枪,然后配合低温的铝焊丝焊接,常用的有威欧丁303低温铝焊条,一般是在179温度中焊接。
铝材焊接方法:气焊和焊条电弧焊方法,设备简单、操作方便。气焊可用于对焊接质量要求不高的铝薄板及铸件的补焊。焊条电弧焊可用于铝合金铸件的补焊。
铝合金门窗焊接方法:气焊:如二氧化碳等气体,气焊可以用于对焊接质量要求不高的铝薄板及铸件的补焊,焊条电弧焊:可用于铝合金铸件的补焊,是一种比较常见的焊接方法。
主要有以下几种焊接方法:钨极氩弧焊 钨极氩弧焊法主要用于铝合金,是一种较好的焊接方法,不过钨极氩弧焊设备较复杂,不合适在露天条件下操作。电阻点焊 这种焊接方法可以用来焊接厚度在5mm以下的铝合金薄板。
火焰钎焊常规的有如下几种焊接方法 低温580-620度的4047铝硅焊丝配合201的助焊粉焊接,适合有一定气焊的基本功的 客户使用。
阳极氧化工艺流程
阳极氧化铝板的工艺流程:1,阳极氧化铝板氧化膜生成的一般原理,以铝板为阳极置于电解质溶液中,利用电解作用,使其表面形成氧化铝薄膜的过程,称为铝板的阳极氧化处理。
阳极氧化工艺流程为:表面整平——除油——浸蚀或抛光——阳极氧化——着色处理——封闭处理——干燥(三个主要过程:阳极氧化、着色、封孔),本色氧化就是少了着色处理这一过程,阳极氧化后直接封孔。
铝及铝 合金常用阳极氧化方法和工艺条件见表-5。其中以直流电硫酸阳极氧化法的应用最为普遍。
在产品表面生成保护膜,类似於陶瓷层。外观除了一些起跑引起的颜色问题,是很难看出来的,主要通过,盐雾、耐摩擦、电导率、电击穿等测试来判定膜层的好坏。
铬酸阳极氧化工艺见表-4。氧化过程中应经常进行浓度分析,适时添加铬酐。电解的阴极材料可用铅、铁、不锈钢,最好的阳阴面积比为(5:1)-(10:1)。当溶液中三价铬离子多时,可用电解的方法使其氧化成六价铬离子。
(1)工件装夹:要根据工件的形状、大小,设计专门的夹具或吊具。目的是使工件之间留有足够的间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化。(2)去油:目的是除去工件表面的油污。
铝材料如何焊接?
1、气焊:如二氧化碳等气体,气焊可以用于对焊接质量要求不高的铝薄板及铸件的补焊,焊条电弧焊:可用于铝合金铸件的补焊,是一种比较常见的焊接方法。
2、焊接工具可以选用第三代衍生版的液化气喷枪,然后配合低温的铝焊丝焊接,常用的有威欧丁303低温铝焊条,一般是在179温度中焊接。
3、主要有以下几种焊接方法:钨极氩弧焊 钨极氩弧焊法主要用于铝合金,是一种较好的焊接方法,不过钨极氩弧焊设备较复杂,不合适在露天条件下操作。电阻点焊 这种焊接方法可以用来焊接厚度在5mm以下的铝合金薄板。
4、惰性气体保护焊(TIG或MIG)方法是应用最广泛的铝及铝合金焊接方法。铝及铝合金薄板可采用钨极交流氩弧焊或钨极脉冲氩弧焊。
5、铝焊是指铝和铝合金的焊接。铝焊通常采用如下几种焊接方式焊接:铝氩弧焊:通过铝焊机比如WSME315B的铝氩弧焊机焊接,这种是一种熔焊的焊接方式,也是常规的铝结构件或者铝承压件的焊接常采用的。
6、火焰钎焊常规的有如下几种焊接方法 低温580-620度的4047铝硅焊丝配合201的助焊粉焊接,适合有一定气焊的基本功的 客户使用。
到此,以上就是小编对于铝材退火工艺对材质的影响的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。








还没有评论,来说两句吧...