


铝材气孔是怎么产生的(铝材气孔是怎么产生的呢)
 摘要:
有什么方法解决吗?...
摘要:
有什么方法解决吗?... 本篇目录:
- 1、压铸铝件喷涂后为什么有气孔?有什么方法解决吗?
- 2、为什么铝及铝合金焊接时易产生气孔?如何防止
- 3、铝及铝合金焊时为何容易出现气孔?
- 4、铝合金加工出来表面有气孔,机加可有办法解决?
- 5、压铸铝工件为什么出现气孔,应该如何解决
- 6、铝合金焊接气孔是什么原因?
压铸铝件喷涂后为什么有气孔?有什么方法解决吗?
先分析出是什么原因导致的气孔,再来取相应的措施。 1) 干燥、干净的合金料。2) 控制熔炼温度,避免过热,进行除气处理。3) 合理选择压铸工艺参数,特别是压射速度。调整高速切换起点。
压铸产品有气孔,原因无外乎二个方面。一是铝液温度高了,铝本身含气量就大。这是的气孔是微小而且很多。一种是模具有问题,设置的排气孔不合理,不能把气体顺利排出。可以在气孔集中的地方设置合适的排气孔。
如果是涂层气泡,多数是铸件喷塑前的表面处理有问题,查一下是否抛光除油清洗干净并彻底烘干。
湿气过大;工艺参数是否有调整;模具安装是否到位?是否存在喷铝现象;机器压力是否正常;工人操作,是否喷涂过大;是否间断式生产等。
为什么铝及铝合金焊接时易产生气孔?如何防止
1、因为铝的散热能力快,当焊接件时,热量很快散出,熔池开始凝固,但气泡还未来得及浮出导致内部产生大量气孔。焊接时,注意每次不要焊太高。
2、如果群控的密度比较大,并且有稍微偏大的气孔,在焊接之前可以用锥子碾压一下密度大的群孔处,或者大的气孔然后焊接,这样做的目的是防止焊接的过程中因为加热膨胀导致铸造气孔受热而在焊接的时候产生冒泡现象。

3、你好[鲜花],铝焊会出现气孔主要有以下几个原因: 氧化铝膜:铝表面容易形成氧化铝膜,这层膜会阻碍熔池与气体的接触,导致气体不能逸出而形成气孔。
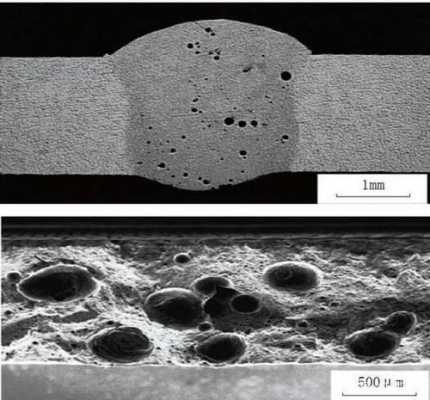
4、铝及铝合金的液体熔池很容易吸收气体,在高温下溶入的大量气体,在由液态凝固时,溶解度急剧下降,在焊后冷却凝固过程中来不及析出,而聚集在焊缝中形成气孔。
铝及铝合金焊时为何容易出现气孔?
因为铝的散热能力快,当焊接件时,热量很快散出,熔池开始凝固,但气泡还未来得及浮出导致内部产生大量气孔。铝合金母材的熔点低,熔池中的氢不能在焊缝成型之前排出,就极易导致焊缝中存在气孔。
你好[鲜花],铝焊会出现气孔主要有以下几个原因: 氧化铝膜:铝表面容易形成氧化铝膜,这层膜会阻碍熔池与气体的接触,导致气体不能逸出而形成气孔。
因为铸造工艺或者材料本身的缘故在铸造出来的产品端部出现气孔或者群孔,这样的孔往往是来自产品内在或者是产品深部延伸出来的气孔,对于修复工作有一定的难度。低温铝焊丝WE53焊接铸造铝气孔的过程 清理清洁表面油污杂质。
铝焊有气孔原因很多,主要如下 气体纯度不高,改善气体纯度。表面处理不好,有灰砂石都有可能产生气孔的原因,包括表面氧化膜处理。气体保护的缘故。环境湿度,用排湿机。机器的输出故障。
铝合金加工出来表面有气孔,机加可有办法解决?
1、修补后表面经过修锉打磨或机械加工,外观可以和基体保持一致。
2、浇排口都有气孔,那么铸件内部的气孔就不用说了,压铸工艺调试应该是无力回天,看来是模具设计问题较大。产品成型复杂,充型时卷气应该相当严重,重点在改进浇排系统。
3、铝合金压铸件焊接后有气孔是比较难处理的,主要是杂质太多了,如果氩弧焊效果不理想,你可以考虑用气焊来解决,我遇到这种情况就是用气焊来解决的,效果还是可以的。
4、铸件本身有气孔,在电镀后显露出来!小于0.5mm的气孔,机加工后,用肉眼检测不到,但是,在电镀后会显露出来。在消除铸件气孔方面,贵公司的努力还差很多。
5、连续激光裂纹倾向小一点。结晶裂纹两个条件:液态薄膜,应力。尽量减小冷却速度,应力小一些,裂纹倾向应该会小一些。气孔:两种,Mg蒸汽、难熔氧化膜卷入造成气孔;氢气孔;铝合金表面清洁,气氛保护的好些。
压铸铝工件为什么出现气孔,应该如何解决
压铸产品有气孔,原因无外乎二个方面。一是铝液温度高了,铝本身含气量就大。这是的气孔是微小而且很多。一种是模具有问题,设置的排气孔不合理,不能把气体顺利排出。可以在气孔集中的地方设置合适的排气孔。
先分析出是什么原因导致的气孔,再来取相应的措施。 1) 干燥、干净的合金料。2) 控制熔炼温度,避免过热,进行除气处理。3) 合理选择压铸工艺参数,特别是压射速度。调整高速切换起点。
铝合金压铸模具进水口有气孔可能会导致铝液在流入进水口时产生不均匀的气泡,从而影响铸件质量。以下是可能的解决方案:清理进水口和气孔:将进水口和气孔周围的残留物、油脂和杂质清理干净,以免它们影响铝液的流动和填充。
铝合金压铸件焊接后有气孔是比较难处理的,主要是杂质太多了,如果氩弧焊效果不理想,你可以考虑用气焊来解决,我遇到这种情况就是用气焊来解决的,效果还是可以的。
压铸件机加工出现气孔黑点主要是排渣排气不好,加大排渣包,排气槽也要开。一快二快不要太长,让型腔内的空气可以更好的排出,增加压射力。
铝合金焊接气孔是什么原因?
因为铝的散热能力快,当焊接件时,热量很快散出,熔池开始凝固,但气泡还未来得及浮出导致内部产生大量气孔。铝合金母材的熔点低,熔池中的氢不能在焊缝成型之前排出,就极易导致焊缝中存在气孔。
铝焊有气孔原因很多,主要如下 气体纯度不高,改善气体纯度。表面处理不好,有灰砂石都有可能产生气孔的原因,包括表面氧化膜处理。气体保护的缘故。环境湿度,用排湿机。机器的输出故障。
铝和铝合金焊接时产生气孔的主要原因是氢,由于液态铝可溶解大量的氢,而固态铝几乎不溶解氢,因此当熔池温度快速冷却与凝固时,氢来不及逸出,容易在焊缝中聚集形成气孔。
你好[鲜花],铝焊会出现气孔主要有以下几个原因: 氧化铝膜:铝表面容易形成氧化铝膜,这层膜会阻碍熔池与气体的接触,导致气体不能逸出而形成气孔。
到此,以上就是小编对于铝材气孔是怎么产生的呢的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。




还没有评论,来说两句吧...