铝材模具分流比(铝合金型材分流模挤压的工艺参数研究)
 摘要:
本篇目录:1、铝型材挤压模具设计的八大要点2、铝合金挤压工模具技术的目录...
摘要:
本篇目录:1、铝型材挤压模具设计的八大要点2、铝合金挤压工模具技术的目录... 本篇目录:
铝型材挤压模具设计的八大要点
挤压模具:根据所需生产铝型材的形状和尺寸,设计制造相应的挤压模具。
由于铝材是热挤压成型,所以实际生产中伴随着“热胀冷缩”的物理现象,这点就直接导致型材的外形尺寸无法准确控制。除此之外,影响尺寸的因素还有模具精度,挤压设备及挤压参数等。
需要明确:模具的类型;操作方式;进出料方式;压料和鼻子料方式;模具的精度。其实,要结合模具的类型进行压力中心的计算和确定模具的闭合高度。
简单挤压模具的结构和设计要点:筒单挤压模有两种:第一种是实心型材挤压模。第二种是空心型材挤压模。具体结构如下:1)挤压筒:用高强度合金钢制造的多层圆筒体,一般内衬套可卸下。长度根据挤压机吨位确定。
模具设计的要点(1)模具材料的选用:模芯材料的选择以资源、成本、寿命要求为基本原则,以及耐热、耐磨、耐蚀性要好,易于切削加工、熔焊、不生锈等。
铝合金挤压工模具技术的目录
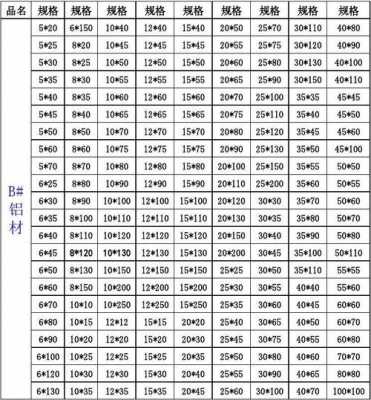
必要达到厂里所需的尺寸,大小和规范才可以。

铝合金型材挤压 1.挤压件分类 2.简单挤压模具的结构和设计要点 3.分流组合挤压模的结构和设计要点:挤压件分类:实心型材:整个型材断面上均无孔。中空型材:型材断面上有孔。
研究表明,对于综合性能要求较高的一类功能件,如拉杆、接头、导体、触头座等,一般采用铝合金挤压棒 (管)经切削加工制成,2A50 合金就是其中常用材料之一。
粉末静电喷涂铝型材:粉末静电喷涂型材的特点是抗腐蚀性能优良,耐酸碱盐雾大大优于氧化着色型材。等离子体增强电化学表面陶瓷化铝型材:该类型材是当今世界最先进的处理技术技术。此型材产品质量优良,但成本较高。
我想知道铝合金挤压模具的结构是哪样的
筒单挤压模有两种:第一种是实心型材挤压模。第二种是空心型材挤压模。具体结构如下:1)挤压筒:用高强度合金钢制造的多层圆筒体,一般内衬套可卸下。长度根据挤压机吨位确定。材料:外套5CrMnMo, 内套3Cr2W8V。

铝合金建筑型材挤压模具可分为平面模和空心模两大类。空心模又可分为平面分流组合模、星形组合模,舌形模,其中平面分流组合模最为常用,占95%以上。
另一端是相应的模具,挤压杆在液压系统的压力输出下,将铝棒向模具方向推进,铝棒经过高温物理变形从模具口出来后就变成相应的铝型材,之后冷却、锯切转制下一步工序。
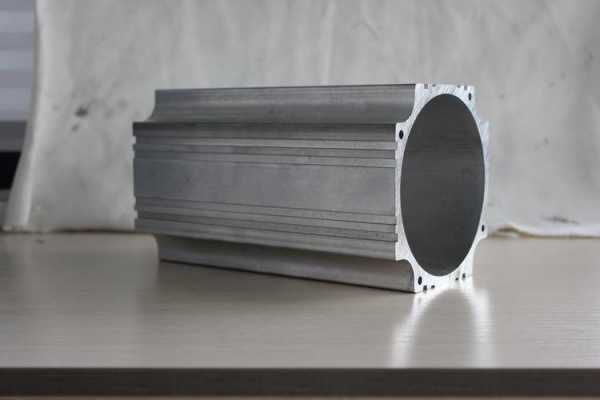
空心铝型材挤压模具,简单来说就是实心类的模具后面再加一块(外形一样的圆柱)来做芯子(芯子在中心凸出套在前面那块内),入料孔在芯子这件上做三五个绕芯子成圆周排列,这里的入料孔非常关键。
挤压模具强度校核 由于铝型材挤压时模具的工作条件很恶劣,所以模具强度是模具设计中的一个非常重要的问题。
铝合金车轮挤压铸造的模具结构如图3所示。它主要有凸模、右凹模、顶杆镶块和左凹模组成所要求的型腔。
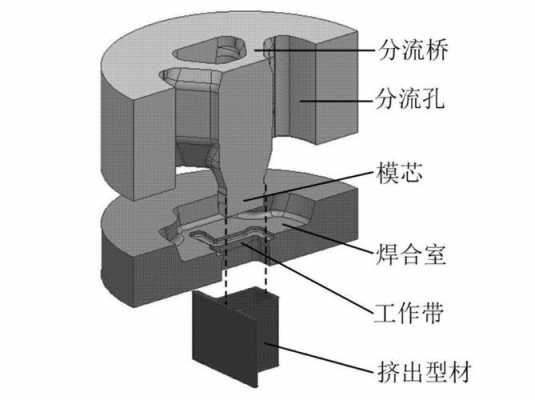
铝型材挤压模具分流孔与焊合室的设计?
合理调整铝金属流动速度,就是要尽量保证铝型材断面上每一个质点应以相同的速度流出模孔。
分流孔可设计为两个以上,形状根据型材设计,其外形与下模的焊合室相同。金属流动通过分流孔,进入焊合室焊合后,通过模孔挤出型材形状。这样就是组合模具的设计、组装、使用的原理。以上是粗略的解释,还有更多的参数需掌握。
但是教学偏重理论,针对性差,学习完毕后一般能达以独立设计的很少.第二种就是小型专业铝挤压模具培训中心这种培训中心个人性质比较重,一般是以工作室性质的形式存在,有的以此为唯一业务,有的是兼职接单设计。
为了使金属铝进入模具型腔,在阳模上加工有分流孔,金属铝经过分流孔流入到焊合室,金属在高温高压下重新焊合,挤出模具型孔,成为我们所需要的空心铝型材。
不能说工作带最难,应该说工作带很重要,分流孔的摆布,工作带的高低,上下模的分配,尺寸壁厚的加减都缺一不可。
挤压模具:根据所需生产铝型材的形状和尺寸,设计制造相应的挤压模具。
到此,以上就是小编对于铝合金型材分流模挤压的工艺参数研究的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。