铝材熔铸杂质原因(铝制品熔炼)
 摘要:
本篇目录:1、铝不是直接融化成铝水吗?怎么还会有铝灰,铝灰又是什么2、...
摘要:
本篇目录:1、铝不是直接融化成铝水吗?怎么还会有铝灰,铝灰又是什么2、... 本篇目录:
- 1、铝不是直接融化成铝水吗?怎么还会有铝灰,铝灰又是什么
- 2、工业铝型材抗拉强度不够有哪些原因?
- 3、铝型材着金黄色会起白点是什么原因?
- 4、铝材的常见缺陷有哪些?
- 5、铝型材表面产生毛刺是因为什么原因?
铝不是直接融化成铝水吗?怎么还会有铝灰,铝灰又是什么
1、铝灰是电解铝或铸造铝生产工艺中产生的熔渣经冷却加工后的产物,其主要成分为金属铝,三氧化二铝和二氧化硅。
2、铝灰的主要成分是金属铝、氧化铝及铁、硅、镁的氧化物和钾、钠、钙、镁等金属的氯化物。 铝灰中含有较高含量的金属铝,一般企业都采用大锅炒灰的方法回收其中的铝,在整个炒灰过程中会产生大量的烟尘。

3、铝可以和氧气反应产生三氧化二铝,平常日用的铝制品都有氧化膜。高温铝水表面更加容易和空气中的氧反应,产生这种物质。
4、铝灰中含有较高含量的金属铝,一般企业都采用大锅炒灰的方法回收其中的铝,在整个炒灰过程中会产生大量的烟尘。
5、作用如下:铝灰中的铝可以与铁液中的氧和硫发生反应,起到脱氧和脱硫的作用。铝灰中的铝元素还能够与铁液中的其他杂质元素发生反应,形成不溶性化合物,促使这些杂质从铁液中析出或沉淀,实现去除杂质的效果。
6、你说的铝灰主要成份是什么?如果是单质铝,那好办,直接熔铸,去掉浮渣就行了。如果是氧化铝,就要以碱高压溶出,铝酸钠溶液晶种分解特别是得到氢氧化铝,再焙烧得氧化铝,然后以熔融盐电解得到金属铝。
工业铝型材抗拉强度不够有哪些原因?
1、一方面可能是材质问题,原材料中含有杂质。另一方面可能是人工时效时间不足或者温度不够。
2、影响橡胶拉伸强度的主要因素有:大分子链的主价键、分子间力以及高分子链柔性。
3、挤压比过小,出口温度过低或者过高,时效不足或者过时效,挤压冷却强度过低,铸棒疏松或者夹渣。
4、有些铝型材厂生产的型材化学成份合格,强度却达不到要求,原因就是铝捧加热温度不够或外热内冷,造成型材淬火温度太低所致。
5、铝型材配件易断裂原因:铝型材配件铸造时配料比例不合理。生产技术不成熟导致产品质量不达标,如塑化过度或缺乏,产品中的低分子成份未排出。
铝型材着金黄色会起白点是什么原因?
1、工件缝隙、深孔中有残酸流出,一般不规则铝型材水洗较到位,也是铝型材表面出现白点的又一原因,对这类工件要加强水洗,把铝型材缝隙或深孔中的残酸液水洗干净,确保铝型材表面质量。
2、一般铝合金都会有一层氧化层,如果出现白点,可能是氧化层被破坏掉了,或者是铝合金被酸碱腐蚀了。如果出现疤痕是很难消除的,如果没有疤痕还可恢复。建议用稀盐酸洗一下。
3、如果是圆形点状,多半是排气不良。着色时气泡附着在型材表面,着色槽液无法接触型材,导致气泡位置无法着色,形成圆点点状白点。处理方案:加大扎排时型材水平倾斜度。带勾、带槽面朝上。
4、如气孔、夹杂、裂纹等。检测结果中出现的白点是由于铝合金内部的缺陷造成的。这些白点是不正常的。在某些对材料性能要求较高的应用场景中,这些白点表明材料存在质量问题,需要进一步分析和处理。
5、而一些铝型材加工企业缘于经济方面的因素,一般很少对小规格(如φ100 mm以下)的铸锭进行均匀化退火处理,以消除偏析现象,从而为“白斑”的产生创造了条件。
铝材的常见缺陷有哪些?
铝合金在生产过程中,容易出现缩孔、砂眼、气孔和夹渣等铸造缺陷。如果用电焊、氩焊等设备来修补,由于放热量大,容易产生热变形等副作用,无法满足补焊要求。
铝及铝合金具有导电性好,传热快,比重轻,易于成型等优点,但铝及铝合金有硬度低,不耐磨,易发生晶间腐蚀,不易焊接,等缺点,影响到使用范围。故为了扬长避短,现代工业中,利用电镀解决了这一问题。
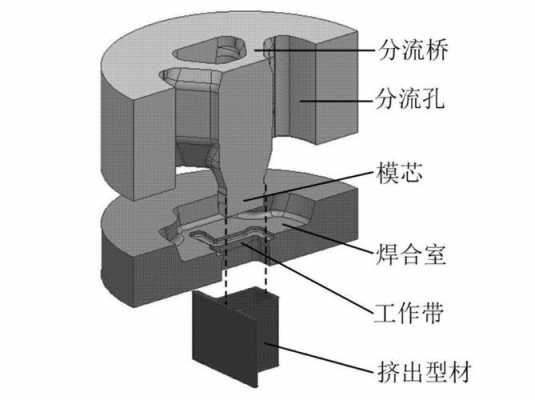
启域技术介绍:铝型材制品挤压过程中会出现的组织缺陷主要有缩尾、粗晶环、成层和焊合不良等。这些缺陷往往使整根、整批产品报废,必须注意防止,特别是工业铝材的生产中应该特别注意。
铝铸件常见缺陷及整改办法欠铸(浇不足、轮廓不清、边角残缺):形成原因: (1)铝液流动性不强,液中含气量高,氧化皮较多。(2)浇铸系统不良原因。内浇口截面太小。(3)排气条件不良原因。
标识检查:铝型材及包装上是否标有产品标准代号及生产许可证号等。表面质量:铝型材表面除了应清洁,不允许有裂纹、起皮、腐蚀和气泡等缺陷存在外,还不允许有腐蚀斑、电灼伤、黑斑、氧化膜脱落等缺陷。
缺陷分类1疏松疏松是在晶界及枝晶网络等地方产生的宏观或微观的分散性微孔,如图17所示,该缺陷经浸蚀后,在横向低倍试样上呈分散性的密集小针孔,边界参差不齐,多带棱角,近似锯齿状,颜色发暗,底部为尖狭的凹坑。
铝型材表面产生毛刺是因为什么原因?
1、铝材挤压表面毛刺严重的主要原因有几种,分别是挤压参数的选择正确与否,挤压温度过高,挤压速度过快,挤压出的毛刺就越多,铝棒加热温度与模具温度相差较大也会影响毛刺的产生,原料铝棒质量问题。
2、因铸棒的各种缺陷体与铸棒基体焊合不好、模具弹性形变及死区、挤压工艺,造成了金属流动的不连续性,形成“积铝”条件,从而形成“毛刺”或“震痕”。
3、切铝合金锯片加工铝型材出现毛刺原因主要有以下这几点原因:其切铝合金锯片型号及参数和机床及材料不相匹配。机床精度不高。主轴精度和锯切行走精度 操作人员的操作不规范 锯切材料的品质。
到此,以上就是小编对于铝制品熔炼的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。