反向铝材挤压工艺(反向铝材挤压工艺流程)
 摘要:
它的工艺流程是什么?小编向大家介绍,4、铝合金压力加工产品分为防锈、硬质、锻造、超硬、包覆、特殊及钎焊等七类,常用铝合金材料的状态为退火(M焖火)、硬化、热轧等三种,5、铝型材挤压...
摘要:
它的工艺流程是什么?小编向大家介绍,4、铝合金压力加工产品分为防锈、硬质、锻造、超硬、包覆、特殊及钎焊等七类,常用铝合金材料的状态为退火(M焖火)、硬化、热轧等三种,5、铝型材挤压... 本篇目录:
铝合金挤压工艺
1、铝合金型材生产包括熔铸、挤压和氧化三个过程。 熔铸是铝材生产的首道工序。主要过程为:(1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。
2、本文对6082铝合金应用于挤压型材生产进行了试验研究,以确定合适的熔铸和挤压工艺制度。熔铸工艺 1化学成分 GB/T3190 -1996中6082铝合金化学成分见表1。

3、铝合金门窗是指铝合金门窗,称为铝合金门窗,也由铝合金挤压型材制成。 它们也是一种用于家居门窗装饰的门窗。 在施工期间需要大量配件时,您需要什么? 它的工艺流程是什么? 小编向大家介绍。
4、铝合金压力加工产品分为防锈(LF)、硬质(LY)、锻造(LD)、超硬(LC)、包覆(LB)、特殊(LT)及钎焊(LQ)等七类。常用铝合金材料的状态为退火(M焖火)、硬化(Y)、热轧(R)等三种。
5、铝型材挤压机的工作原理是一种物理形变的原理。利用附属设备如电磁加热炉或者线圈感应加热炉将铝棒加热至450℃左右,然后通过挤压机进行挤压,挤压机原理为挤压筒内装置加热好的铝棒,一端是推进力输出的挤压杆。
铝型材挤压生产过程,这个太直观易懂了!
1、挤压模具:根据所需生产铝型材的形状和尺寸,设计制造相应的挤压模具。

2、热剪铸棒炉可以避免铸锭锯切、减少因铝屑而产生的损耗,挤压时主机手可根据模具的动态单支重量用热剪铸棒炉上的剪切装置随时调整剪切长度,获得任意所需长度的铝锭坯,从而使挤压出的长型材的切头切尾达到最短,进一步提高成品率。
3、具体的生产流程就是从挤压模具开始,再到挤压机上,铝棒经过加温后通过挤压模具挤压出来,然后形成一种铝型材的截面。铝型材材一般都要经过后期的加工,铝型材经过时效之后,要做一些数控车床的加工,钻孔、铣槽、攻牙等。
铝型材挤压成型法的特点有哪些?
(2)制品综合质量高。挤压成型可以改善原料的组织,提高其力学性能,其挤压制品在淬火时效后,纵向力学性能远高于其他方法。与轧制、锻造等方法相比,挤压制品的尺寸精度高、表面质量好。(3)灵活性大。
挤压,特别是冷挤压,材料利用率高,材料的组织和机械性能得到改善,操作简单,生产率高,可制作长杆、深孔、薄壁、异型断面零件,是重要的少无切削加工工艺。

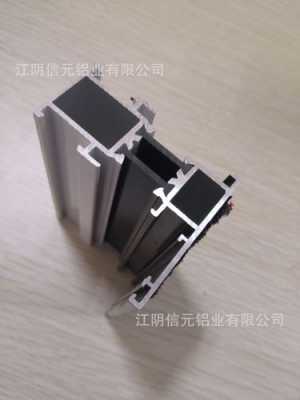
铝型材,就是铝棒通过热熔、挤压、从而得到不同截面形状的铝材料。铝型材特点:抗腐蚀性:铝型材的密度只有7g/cm3,约为钢、铜或黄铜的密度(分别为83g/cm3,93g/cm3),的1/3。
工业铝型材一般都是挤压成型,每根长度在6米左右,挤压主要是方便形成不同的截面,在满足受力要求的情况下减少重量,而且在批量生产中比较方便控制品质。
铸锭加热 对挤压生产来说,挤压温度是最基本的且最关键的工艺因素。挤压温度对产品质量、生产效率、模具寿命、能量消耗等都产生很大影响。
到此,以上就是小编对于反向铝材挤压工艺流程的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。