铝材高光后发花(铝合金高光)
 摘要:
本篇目录:1、高光倒角后腐蚀出现白色如何避免?2、...
摘要:
本篇目录:1、高光倒角后腐蚀出现白色如何避免?2、... 本篇目录:
- 1、高光倒角后腐蚀出现白色如何避免?
- 2、求除铝材表面的氧化膜,边缘有CNC高光面不能被破坏咬花或者发雾
- 3、铝合金沉锌表面发花
- 4、铝材高光面发雾起白点擦不掉怎么处理
- 5、铝材高光面阳极后发雾原因,怎么解决
- 6、阳极氧化染色出来是花的是什么原因?
高光倒角后腐蚀出现白色如何避免?
因此,产品经高光倒角后,需立刻将残液吹干浸泡在纯水中,可降低高光发白的不良概率。
在ABS的后加工(冷间加工)要考虑到制品的白化现象。2 由于脱模剂而产生熔结痕容易分离,所以必须绝对避免。3 按理说一般的熔结痕不应有特别弱的地方,但现实中在熔结痕地方破损的常见。
高光倒角后的主要污渍为切削液、粉尘、金属粉末残留。铝合金的高光倒角因为表面十分光滑,光泽十分光亮,而且铝合金本身是两性金属不耐腐蚀,导致清洗难度很大。
白醋、食醋有一定的腐蚀性,如果滴落在瓷砖上面,没有加以清理,后期就会导致瓷砖变白了。可以准备一个喷壶,里面加入洗洁精、小苏打以及少量的白醋溶液,加入水搅拌均匀,使得充分混合之后,喷洒到已经腐蚀的瓷砖表面。
有延展性。商品常制成棒状、片状、箔状、粉状、带状和丝状。在潮湿空气中能形成一层防止金属腐蚀的氧化膜。铝粉和铝箔在空气中加热能猛烈燃烧,并发出眩目的白色火焰。
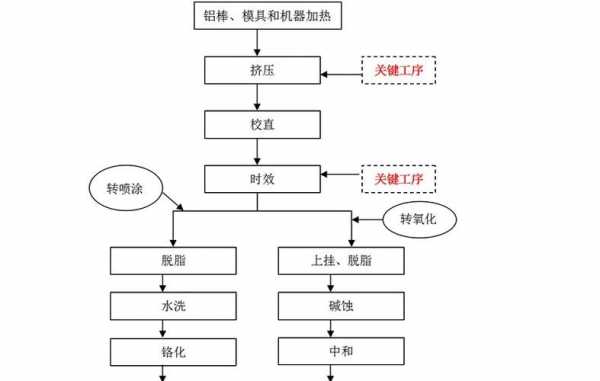
一般情况是先做阳极氧化再高光,如果要求高光部分也需要氧化,那就只好控制氧化时的温度、电流及时间了。还有就是最好新换的硫酸液。

求除铝材表面的氧化膜,边缘有CNC高光面不能被破坏咬花或者发雾
这就要用到化学溶剂,宏达威退膜层处理剂能清除铝材表面的氧化膜,使其从表面剥离下来。
对于金属铸件,我们比较常用的表面处理方法是,机械打磨,化学处理,表面热处理,喷涂表面,表面处理就是对工件表面进行清洁、清扫、去毛刺、去油污、去氧化皮等。
铝合金沉锌表面发花
1、处理不够彻底。热浸镀锌铝镁镀层表面发花原因是处理不够彻底,热镀锌是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。
2、抗热性佳、耐蚀性高,ASTM-B117盐雾测试时间可以达到268小时以上。

3、是因为氧化表面氧化膜发花。铝元素本身的化学性质很活泼,然而铝合金表面会形成一层致密的铝的氧化物薄膜。铝塑膜亮面有花纹就是铝合金进行表面氧化处理,人工加厚铝的氧化物薄膜。从而增强铝合金制品的抗腐蚀性和耐磨性。
4、先用砂纸把铝合金打磨,将铝合金材料表面磨花,是增强油漆的附着力。用干净的布沾水或除油剂,将刚打磨度完的铝合金材料的表面擦干净,灰尘也会影响刷油漆的美观程度。
5、铝合金表面染色发花有可能是氧化后水洗不够彻底,未清洗干净造成的。那么为什么清洗不干净,清洗不干净的到底是什么呢?其实是工件夹缝、盲孔中的残酸。
铝材高光面发雾起白点擦不掉怎么处理
1、将铝的工件悬于适当的电解质溶液内,以此作阳极进行电解。在电解过程中,水中的氢氧根离子在阳极放出电子成为水和新生态的氧,它使铝氧化成较厚的氧化铝膜,因为这个过程是金属制品作阳极被氧化的,所以叫做阳极氧化。
2、这就要用到化学溶剂,宏达威退膜层处理剂能清除铝材表面的氧化膜,使其从表面剥离下来。
3、镀铬条腐蚀白点擦不掉,最直接的解决办法就是更换镀铬条。镀铬条又称镀铬装饰条,其主要功能是装饰功能。安装镀铬条的汽车可以在外观上多分,看起来更高。
4、镀铬条被腐蚀,白点擦不掉。如果是新车,直接去4S店claim。很可能是某批次车辆的通病,表面处理不达标。比如某德系品牌中型车的多位车主就反映过这个问题。您也可以尝试自己擦拭,看看是否可以去除。用牙刷沾上牙膏刷一下。
铝材高光面阳极后发雾原因,怎么解决
将铝的工件悬于适当的电解质溶液内,以此作阳极进行电解。在电解过程中,水中的氢氧根离子在阳极放出电子成为水和新生态的氧,它使铝氧化成较厚的氧化铝膜,因为这个过程是金属制品作阳极被氧化的,所以叫做阳极氧化。
铝氧化形成三氧化二铝后,再与空气中的水形成结晶水合物,在表面形成雾。
规范硫酸浓度对氧化膜的阻挡层厚度。解决思路:阳极氧化铝板表面出现白点是因为改变硫酸浓度对氧化膜的阻挡层厚度,溶液的导电性、氧化膜的耐蚀性和耐磨性以及后处理的封孔质量都将产生一定的影响。
点原因:(1)因点解液中或材料合金中的铁、硅等掺入氧化膜中而产生;(2)由于不适应的阳极氧化条件,即低温点解、高电流密度点解,异常厚膜而产生。
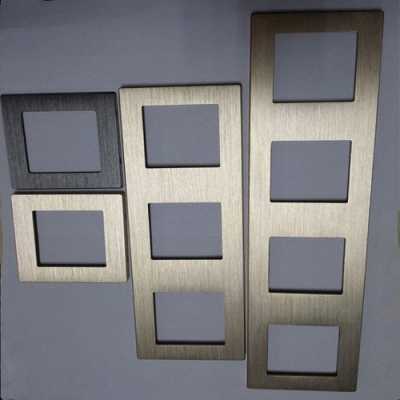
采用高光铣削工艺后,加之阳极氧化及拉丝工艺使得物品可以整体充满时尚感与技的锐利感。
阳极氧化染色出来是花的是什么原因?
染色的原因 染色前的水洗 阳极氧化之后,氧化膜的膜孔中残留有硫酸溶液,因此,染色之前必须将铝制品彻底清洗干净。
阳极氧化膜厚度不一致。这个因素也会让不同批次的工件发生色差,而且同一批工件中所用合金材料不同,也会出现这种状况。此时应该用ht470缓染剂控制工件染色速度,使工人可以控制颜色的深浅进度,从而达到控制色差的目的。
氧化皮膜厚度不均。可能原因是阳极氧化槽液温度、浓度不均,这时应对槽液进行压缩空气搅拌,以解决此类问题。染液温度或浓度不均。引入搅拌工艺,同时增加搅拌次数。染色速度过快。
到此,以上就是小编对于铝合金高光的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。