铝材挤压油路系统(铝型材挤压机电路与油路分析)
 摘要:
本篇目录:1、源昌铝型材挤压机上压慢是什么原因2、铝型材的挤压工艺流程?...
摘要:
本篇目录:1、源昌铝型材挤压机上压慢是什么原因2、铝型材的挤压工艺流程?... 本篇目录:
源昌铝型材挤压机上压慢是什么原因
检查溢流阀单独起压是不是够快,如果不够快有可能是加了阻尼塞头,去掉再试试 看看推棒进入时的比例电流是否最大,如果不是,可以调大试试。看看二次调压是否太小。
料胆温度,磨具温度,棒温,有一个不够就挤不动。如果阀泄露,就会起热,哪个最热就可能是哪个,或者是阀被脏东西堵了,溢流阀容易被卡回不到位。当然,主缸边缸如果活塞泄露也挤不动。

压铸机一般会出现一些故障,而这些其中有些故障可以不去那么维护,这样很麻烦,所以为大家介绍一下压铸机常见故障及排除故障现象产生原因排除方法。
铝型材截面本身就千变万化,并且铝挤压行业发展到今天,铝合金具有重量轻,强度好等重要优点,目前已经有许多行业采用铝型材来代替原有材料。由于部分型材的特殊导致模具由于型材截面特殊,设计和制作难度较大。
铝型材的挤压工艺流程?
1、铝型材挤压成型的核心环节是挤压过程,包括型材加热、挤压模具、挤出成型等步骤。型材加热:将铝合金材料加热到适宜的加工温度,一般采用电阻炉加热或燃气炉加热的方式。
2、具体的生产流程就是从挤压模具开始,再到挤压机上,铝棒经过加温后通过挤压模具挤压出来,然后形成一种铝型材的截面。铝型材材一般都要经过后期的加工,铝型材经过时效之后,要做一些数控车床的加工,钻孔、铣槽、攻牙等。
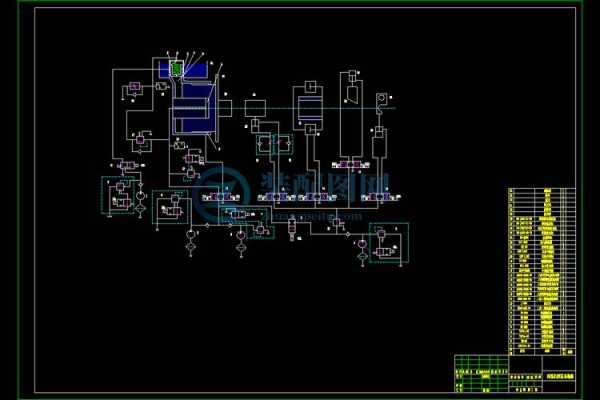
3、【铝型材挤压机工作流程】检查油压系统是否漏油,空气压力是否正常。检查传输带、冷床、储料台是否有破损和擦伤型材之处。
4、铸锭加热 对挤压生产来说,挤压温度是最基本的且最关键的工艺因素。挤压温度对产品质量、生产效率、模具寿命、能量消耗等都产生很大影响。
铝型材挤压机那些油阀怎么调解
1、停止加料,将挤压机内的塑料挤光,露出螺杆时,关闭机筒和机头电源,停止加热。关闭铝型材挤压机及辅机电源,使螺杆和辅机停止运转。打开机头联接法兰,拆卸机头。清理多孔板及机头的各个部件。
2、混合阀的进口阀芯和出口阀芯应该定期进行清洗和保养,以保证其内部流通畅通,防止出现卡滞或堵塞的情况。混合阀的高、低压油口应该连接正确,以免出现高压油和低压油的混淆,影响混合效果。

3、首先是准备工作:铝型材挤压机在开车前的工作要准备充分,除了要将设备安装妥当、备好需要挤压的原料以外,还要将设备中的各个系统检查一遍,确保没有异常情况存在。
4、检查溢流阀单独起压是不是够快,如果不够快有可能是加了阻尼塞头,去掉再试试 看看推棒进入时的比例电流是否最大,如果不是,可以调大试试。看看二次调压是否太小。
5、如果是主缸在后退终端位置,在不操作的时候主缸还慢慢往前走,你可以把挤压机主泵关掉,只开导压泵,要是还往前走,那就是油路板导压油路的止回阀(PL回路保压)O 型密封泄漏,换新密封就好了。
铝材挤压机如何操作,图片最好,谢谢
1、铝型材挤压机工作时间长时,会在模具端面,机筒端面和挤压垫片上粘上铝屑。可以在 其上面涂上一点脱模油脂,但应避免油脂进入机筒或者模具腔内,污染型材。
2、操作流程 打开充液阀与油箱阀。油箱注入足量及粘度适当的抗磨液压油。油温保持在正常使用范围内。(最高不超过55℃)。充分供应冷却器的使用水。电压保持在380±10%伏范围内。
3、)铝棒炉升温铝棒到500度,同时挤压机挤压筒升温到500度及模具升温到500度。(当然温度要根据挤压型材截面有一定调整)2)挤压主电机启动。冷却电机启动。3)挤压筒后退,模具座开启。4)放入模具,模具座就位,模具对中。
4、首先是准备工作:铝型材挤压机在开车前的工作要准备充分,除了要将设备安装妥当、备好需要挤压的原料以外,还要将设备中的各个系统检查一遍,确保没有异常情况存在。
到此,以上就是小编对于铝型材挤压机电路与油路分析的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。