


铝材挤压排产计划表(铝材挤压机操作流程)
 摘要:
6、铝型材是如何加工出来的?...
摘要:
6、铝型材是如何加工出来的?... 本篇目录:
铝型材挤压车间每生产1吨铝材需实际成本要多少?
1、铝材厂铝棒 模具的费用按500——15000元不等,起订量越大越是划算,这样算下来平均一吨加工好的挤压铝型材大致在20000元~30000元不等,具体的报价还是看产品,东莞信从义报价快,工艺齐全,可以去问问。
2、目前,挤型材厂计算工业铝型材价格是以吨为计算单位,比如一吨国标铝水棒的价格是14000元,那么铝材生产出来的价格是原料价格14000+5000元加工费=19000元左右。
3、铝合金型材多少钱一吨:铝合金门窗型材报价在7000元左右一吨,;且因为铝合金质料的特征,使其加工制作、铝型材设备及成品设备能够到达较高的精度,为修建围护构造的节能计划及运用安全等规范请求供给了优要和必要的条件。
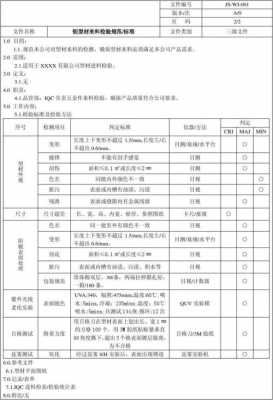
4、市面价格均比较低,市场竞争大,而工业型材需要根据图纸要求,单独报价。表面处理价格:铝型材的表面处理方式大体可分为粉末喷涂、阳极氧化、电泳、硬质氧化几类。不同的表面处理方式,价格从1000元/吨——15000元/吨不等。
5、铝型材的价格一般抄为“铝锭价格”+“加工费”+“物流成本”+“包装成本”+“磨具费用分摊”。
铝材挤压模具强度
1、挤压模具强度校核 由于铝型材挤压时模具的工作条件很恶劣,所以模具强度是模具设计中的一个非常重要的问题。

2、任何的机器只要有生产,就会有相应的磨损,那么挤压机中的模具也会有不同程度的磨损或失效,一般是由于在使用过程中的磨损,或者模具强度不够而开裂造成。
3、新工艺采用杆部反挤头部正挤的复合热挤压方法,能使坯料尺寸精度大幅度提高,毛坯重量减轻72%以上,产品的导电率、硬度及强度等完全达到设计标准。
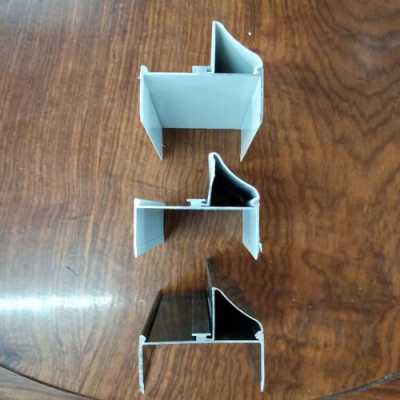
4、铝型材常见如屏风、铝窗等。它是采用挤出成型工艺,即铝锭等原材料在熔炉中熔融后,经过挤出机挤压到模具流出成型,它还可以挤出各种不同截面的型材。主要性能即强度、硬度、耐磨性均按国家标准GB6063。
挤压铝型材的牌号和成分有哪些
1、原材料是铝棒啊,铝型材是铝棒通过模具挤压成型的。一般铝棒的合金成分是铝、镁、硅,常用的牌号有6063和6061。

2、按合金成分可分为1022016066066087075等合金牌号铝型材,其中6系的最为常见。
3、挤压铝型材的铝棒材质一般有:1000系列、2000系列、3000系列、5000系列、6000系列、7000系列等,常用的原材料为2系和6系。根据用途不同挤压的材质也不同。
4、铝的型号分:1系、2系、3系、4系、5系、6系、7系。铝合金用途:1050 食品、化学和酿造工业用挤压盘管,各种软管,烟花粉。1060 要求抗蚀性与成形性均高的场合,但对强度要求不高,化工设备是其典型用途 。
5、铝合金通常使用铜、锌、锰、硅、镁等合金元素,20世纪初由德国人alfred Wilm发明,对飞机发展帮助极大,一次大战后德国铝合金成分被列为国家机密。跟普通的碳钢相比有更轻及耐腐蚀的性能,但抗腐蚀性不如纯铝。
铝型材挤压模具氮化后硬度变化
1、原因如下:氨气的反应温度较低,并且有很强的腐蚀能力。在氨气参与反应的过程中,温度并没有达到氮化铝材料的反应温度。相反对此造成了一定的破坏,或者说直接造成了腐蚀而不完全反应的过程。结果就很明显了。
2、表面硬度可达到了1000一1200HV。挤压模具工作时直接与高温锭接触,同时承受高温、高压、剧烈摩擦等作用,工作条件其恶劣,使模具极易因磨损和疲劳而失效,这将使模具的使用寿命明显下降。
3、产品氮化后,表面的硬度不会被摩擦掉。表面氮化处理只能增加表面硬度,如果你淬火后回火温度低了,那么氮化后会降低你产品的心部硬度。
4、淬火硬度为HRC48~52,表面氮化硬度为HV900 。
5、模具进行氮化处理可显著提高模具表面的硬度、耐磨性、抗咬合性、抗腐蚀性能和疲劳性能。由于渗氮温度较低,一般在500-650~范围内进行,渗氮时模具芯部没有发生相变,因此模具渗氮后变形较小。
6、气体软氮化温度常用560-570℃,因该温度下氮化层硬度最高。氮化时间通常为3-4小时,因为化合物层的硬度在共渗2-3小时达到最高,而随时间的延长,氮化层深度增加缓慢。氮化气氛由氨气分解率和含碳渗剂的滴量速度所决定。
挤压机操作
1、【铝型材挤压机工作流程】检查油压系统是否漏油,空气压力是否正常。检查传输带、冷床、储料台是否有破损和擦伤型材之处。
2、铝型材挤压机工作时间长时,会在模具端面,机筒端面和挤压垫片上粘上铝屑。可以在 其上面涂上一点脱模油脂,但应避免油脂进入机筒或者模具腔内,污染型材。
3、操作流程 打开充液阀与油箱阀。油箱注入足量及粘度适当的抗磨液压油。油温保持在正常使用范围内。(最高不超过55℃)。充分供应冷却器的使用水。电压保持在380±10%伏范围内。
4、今天我们就来详细介绍一下铝型材挤压机的操作步骤与要点。开车前的准备工作 用于挤压成型的塑料。原材料应达到所需要的干燥要求,必要时需作进一步干燥。并将原料过筛除去结块团粒和机械杂质。
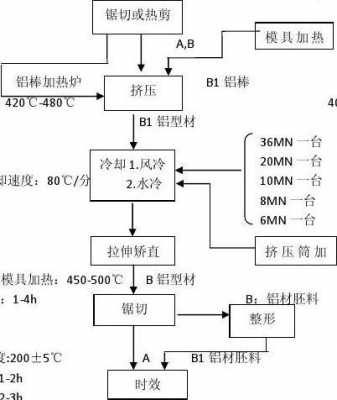
5、很快就能上手的,再告诉你一些基本操作流程吧, 首先铝棒要经过工频炉加温到480°,接着是热剪(锯好的铝棒不用热剪),加热的铝棒送入挤压机举锭斗,举锭斗将加热后的铝棒举起对中,开启挤压杆将铝棒推入挤压筒挤出。
6、长棒热剪炉:长棒热剪炉由料架、炉体、热剪机三部分构成。是对原材料铝棒进行加温、剪切、送料至挤压机的设备挤压机:铝型材挤压机为主机,是挤压型材成型的动力装置。模具炉:模具炉的作用是对模具进行加温的。
铝型材是如何加工出来的?
铝型材加工有很多方法,如氧化加工、喷砂氧化、CNC加工、拉丝、抛光、硬质氧化、阳极、电镀、电泳、烤漆、喷油、丝印、移印、镭雕、冲压,如东莞智高散热器可以做出这种各种工艺,能做出音响面板,汽车功放散热器。
铝型材厂家都是按照客户需求的加工的。铝型材属于镀膜技术,它是在常规镀钛工艺基础上增加预镀和电镀工艺步骤,铝型材工艺是将活化后的镀件置于食盐和盐酸的水溶液中进行化学处理。
铝型材加工,用塑性加工方法将铝坯锭加工成材,主要方法有挤压、锻造,氧化,校直等。一 挤压成形 铝型材的生产是用铝锭经过模具挤压而成的,所以不同的模具挤压而成的铝型材规格是不一样的。
铝型材生产加工的整个过程,简单来讲主要包括熔铸、挤压和表面处理3个过程。
具体的生产流程就是从挤压模具开始,再到挤压机上,铝棒经过加温后通过挤压模具挤压出来,然后形成一种铝型材的截面。铝型材材一般都要经过后期的加工,铝型材经过时效之后,要做一些数控车床的加工,钻孔、铣槽、攻牙等。
铝型材是指通过铝棒加温,用挤压机挤压获得一种统一的截面的型材,统称为铝型材。铝型材 其工艺特点是挤压成型-加工-表面处理。
到此,以上就是小编对于铝材挤压机操作流程的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。







还没有评论,来说两句吧...