铝材模具比例(铝材模具组成图解)
 摘要:
如R550半径的铝材,开模具是多大半径的......
摘要:
如R550半径的铝材,开模具是多大半径的...... 本篇目录:
- 1、铝型材挤压模具设计有哪些要点
- 2、铝材拉弯模具回弹率怎么计算?如R550半径的铝材,开模具是多大半径的...
- 3、请问:把铝融化后浇入模具,打出产品。在融化铝的时候需要加些什么材料配...
- 4、铝合金压铸模具设计产品重量同进交口面积比例是多少?
铝型材挤压模具设计有哪些要点
1、注意壁厚要均匀,建议最好2mm厚以上,如果不是太大5mm 也行跨度不要太大容易变型.如跨度太大厚度相应要加大.结构要充分夸虑受力。
2、中空型材:型材断面上有孔。简单挤压模具的结构和设计要点:筒单挤压模有两种:第一种是实心型材挤压模。第二种是空心型材挤压模。具体结构如下:1)挤压筒:用高强度合金钢制造的多层圆筒体,一般内衬套可卸下。
3、)挤压模具设计及模具制造技术,3)挤压模具保养是否到位,4)铝型材挤压生产工艺技术是否有保证,5)挤压模具管理是否得当。
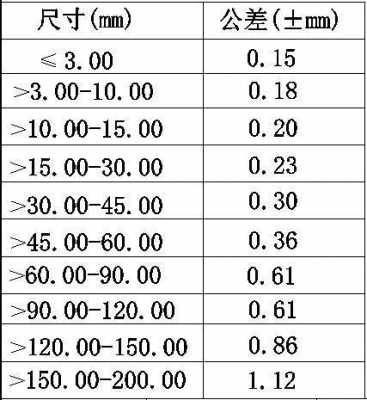
4、由于铝材是热挤压成型,所以实际生产中伴随着“热胀冷缩”的物理现象,这点就直接导致型材的外形尺寸无法准确控制。除此之外,影响尺寸的因素还有模具精度,挤压设备及挤压参数等。
铝材拉弯模具回弹率怎么计算?如R550半径的铝材,开模具是多大半径的...
1、备料长度=有效弧长+1 t当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。
2、最小拉弯半径:铝型材≤8 不锈钢型材 ≤30 最大拉弯半径不限拉弯圆弧半径公差: 半径小于1米,每米长度上偏差小于±1mm 半径大于1米,每米长度上偏差小于±2mm 材料计算:端头预留夹头量300mm。
3、U型转弯处的直径是150mm,弯曲半径为75mm,这样的弯曲半径太小了,弯曲半径至少要大于等于管子的外径D,管子的规格如此大,要想得到合适的弯管,管子要充沙并加热方可揻成。加热温度控制在150~250℃之间。
请问:把铝融化后浇入模具,打出产品。在融化铝的时候需要加些什么材料配...
1、化铝,用的设备就五花八门了,看你是做小生意的,用焦炭炉支个石墨坩埚即可。调成份,你没有化验设备是调不出来的,就做杂铝锭也能卖。打渣,精炼,就是去除杂质。浇铸铝锭。
2、铝合金压铸用ADC12。铝合金压铸类产品主要用于电子、汽车、电机、家电和一些通讯行业等,一些高性能、高精度、高韧性的优质铝合金产品也被用于大型飞机、船舶等要求比较高的行业中。
3、安全装备:反应是高温放热的,需要适当的安全设备,如隔热服、面罩、护目镜等。收集系统:用于收集反应后生成的铝单质,可能包括冷凝器、收集容器等。
铝合金压铸模具设计产品重量同进交口面积比例是多少?
浇口的截面积大小由浇口通过的重量和高速压射的速度来决定,工艺上的概念叫浇口通过的速度,这个速度通常选择30M/S到55M/S左右,使用注氧铸造法时,浇口速度要选择50m/s到70m/s左右。它是有一套工艺公式来计算的。
对压铸件气孔度要求高的场合,通常选定在70%左右,这样带入压铸件的气体就会大幅度减少,对系统排气也是有利的。
压铸件比例是压铸件占全模(流道、溢流糟和披锋等)的重量,很多压铸厂商忽略压铸件比例对生产成本的影响,他们只知道良好的浇注系统能生产良好填充的压铸件,减少次品的数量。
到此,以上就是小编对于铝材模具组成图解的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。