


挤压铝材水冷怎么调试(铝冷挤压用什么润滑)
 摘要:
3、铝型材挤压模具故障及处理方法?...
摘要:
3、铝型材挤压模具故障及处理方法?... 本篇目录:
铝材挤压机压顶不回弹怎么办
1、料胆温度,磨具温度,棒温,有一个不够就挤不动。如果阀泄露,就会起热,哪个最热就可能是哪个,或者是阀被脏东西堵了,溢流阀容易被卡回不到位。当然,主缸边缸如果活塞泄露也挤不动。
2、出现这个现象的主要原因是充液阀与转工作压力的关系问题,如果你那挤压机的充液阀的关闭是靠压力信号来实现的话,那么请将压力设定小于顺序阀,这样做的原因是,在油进入大缸之前先关闭充液阀。

3、一般象这种情况有两种可能,1。顺序阀二次压力调得太小,过早转工进。压力继电器调得太低或损坏,导致合流阀不起作用。可以检查这两个位置。
4、可以选择更换一个挤压头。可联系购买机器的厂商寻求帮助。零件在受拉、压、弯、剪和扭等外载荷作用时,危险截面则会发生疲劳断裂。
5、首先减少铝锭温度与工具温度差,或采用低温挤压,保证铸锭表面干净,加热均匀。其次禁止在挤压垫片上抹油或用油布擦挤压垫。最后提高挤压模具和挤压筒的表面光洁度,及时清理挤压筒。
铝型材挤压机的基本操作流程
铝型材挤压成型后,需要进行后期处理以提高产品的质量和性能。主要包括矫直、切割、打磨、检验等步骤。矫直:通过矫直机将挤压成型的铝型材进行矫正,以消除由于挤压成型产生的弯曲、扭曲等现象。

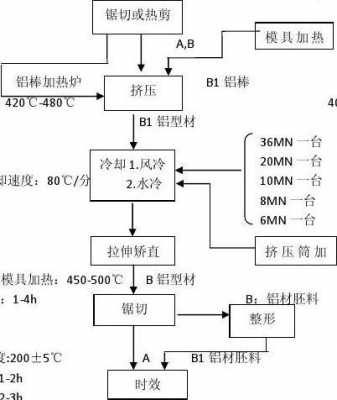
)铝棒炉升温铝棒到500度,同时挤压机挤压筒升温到500度及模具升温到500度。(当然温度要根据挤压型材截面有一定调整)2)挤压主电机启动。冷却电机启动。3)挤压筒后退,模具座开启。4)放入模具,模具座就位,模具对中。
挤压机操作步骤及方法 挤压套、挤压簧、挤压模以及顶压头必须配套,不得与其它厂家产品混用。 挤压模安装后,检验顶压头与挤压模的对中是否良好:空载状态下缓慢伸出活塞使顶压头进入挤压模内孔,停机检查对中性。
铝型材挤压模具故障及处理方法?
1、铝型材挤压模具制造时应保证模具槽位足够直通,如试产未合格就适度加宽槽位。
2、解决办法合理设计模具结构;注意挤压温度和挤压速度的协调;尽量减少润滑或不润滑。

3、挤压模具端面不平或有缺损口使锁紧面有缝隙,铝窜流。模具缺损口要及时补焊,模面一定要铣平。
4、进行流速分析,采用加速或阻碍的措施进行修模。对于上下面起鼓,主要是由于上下面金属流动速度过快所致,建议你在分流孔内进行堆焊等阻碍等方法进行修模,我估计会有一定的效果。仅供参考。
铝材挤压老走水是什么情况
根据我厂的经验都是在入料口的模面,即是外齿口处,再增加多一个小齿口。
首先减少铝锭温度与工具温度差,或采用低温挤压,保证铸锭表面干净,加热均匀。其次禁止在挤压垫片上抹油或用油布擦挤压垫。最后提高挤压模具和挤压筒的表面光洁度,及时清理挤压筒。
mm/s,挤压筒直径152mm,挤压筒长度450mm,穿孔针直径50mm,挤压锭直径148mm,挤压锭长度350。挤压垫或料胆用久了,磨损后公差变大,而排气的的压力,一般在8~12MPA之间,如果调大了铝型材挤压机就会引起走水。
挤压模具生产出来的铝型材要符合尺寸要求,首先要保证金属流动的均匀性,挤出来的型材常有凹心现象,导致整个大面下陷,平面度不达标。通过大量实践得出结论,针对槽位较深较大的型材是由于槽位金属供料不足所引起的。
一般象这种情况有两种可能,1。顺序阀二次压力调得太小,过早转工进。压力继电器调得太低或损坏,导致合流阀不起作用。可以检查这两个位置。
到此,以上就是小编对于铝冷挤压用什么润滑的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。








还没有评论,来说两句吧...