


铝材修模技术知识(铝材模具修理基础知识)
 摘要:
这位朋友,你提的这个问题,就是对同一付模具来说,我认为也是两个方面的问题,对角线误差大,对模具来说存在明显的金属流速不均,建议你应根据试模料头,进行流速分析,采用加速或阻碍的措施进...
摘要:
这位朋友,你提的这个问题,就是对同一付模具来说,我认为也是两个方面的问题,对角线误差大,对模具来说存在明显的金属流速不均,建议你应根据试模料头,进行流速分析,采用加速或阻碍的措施进... 本篇目录:
如何根据铝型材模具试模情况做出正确判断以及修模
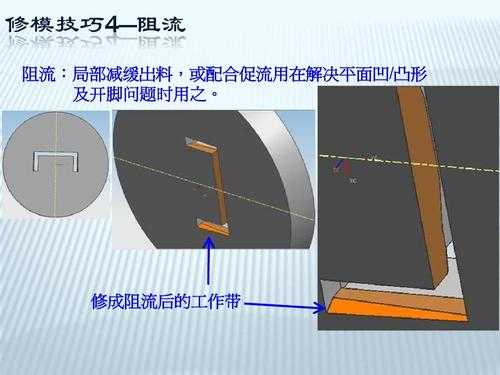
这位朋友,你提的这个问题,就是对同一付模具来说,我认为也是两个方面的问题,对角线误差大,对模具来说存在明显的金属流速不均,建议你应根据试模料头,进行流速分析,采用加速或阻碍的措施进行修模。
,首先基本的你要了解模具,知道检测设备怎么用。以及检测流程。2,了解检测零件的具体作用掌握重点尺寸。

由于铝材是热挤压成型,所以实际生产中伴随着“热胀冷缩”的物理现象,这点就直接导致型材的外形尺寸无法准确控制。除此之外,影响尺寸的因素还有模具精度,挤压设备及挤压参数等。
加工门窗铝型材有哪些技术要求?
图纸绘制。图纸是理想的初步体现,所以技术人员需要根据客户的需求去绘制准确的三维图纸,而且技术人员也要能够判断客户的需求是否合理或者要给出可行性的建议方案,以便后期调整修改。加工标准。
铝合金门窗所用的五金配件应与门窗型号相匹配。所用的零附及固定件最好采用不锈钢件,若用其它材质,必须进行防腐处理。 3 防腐材料及保温材料均应符合图纸要求,且应有产品的出厂合格证。
型材壁厚。根据国家标准GB/T8478-2008《铝合金门窗》的要求,主型材截面主要受力单位基材最小实测壁厚不应小于4mm。德国斯卡特断桥铝型材真正达到了标准壁厚4mm,(仕达美佳门窗)。

有些门窗需要采用高透光率的玻璃或者要求具有较大的开阔视野,便于观看室外风景。
一般规定 1 铝合金门窗构件加工应依据设计加工图纸进行。2 铝合金型材牌号、截面尺寸、五金件、插接件应符合门窗设计要求。3 门窗开启扇玻璃装配宜在工厂内完成,固定部位玻璃可在现场装配。
铝挤压板材平面度修整方法
1、要求不高的可以用厚的胶皮垫在铝板上用大锤人工校平;或者用千斤顶校平(这个方法要用槽钢焊接一个架子)。最好的办法就是用锻锤,但会增加来回运输的费用和加工费。
2、挤压模具生产出来的铝型材要符合尺寸要求,首先要保证金属流动的均匀性,挤出来的型材常有凹心现象,导致整个大面下陷,平面度不达标。通过大量实践得出结论,针对槽位较深较大的型材是由于槽位金属供料不足所引起的。
3、喷砂,主要作用是表面清理,在涂装(喷漆或喷塑)前喷砂可以增加表面粗糙度,对附着力提高有一定贡献,但贡献有限,不如化学涂装前处理。
4、我们平常所见的铝单板表面处理方法通常有五种,分别是:磨砂面料型材、多色调表面处理铝单板、电泳涂漆铝单板、粉末静电喷涂铝单板、等离子体增强电化学表面陶瓷化铝单板等等。
到此,以上就是小编对于铝材模具修理基础知识的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。








还没有评论,来说两句吧...