


薄铝材挤压技术(铝型材挤压过程模拟动画)
 摘要:
3、铝型材的挤压工艺流程?...
摘要:
3、铝型材的挤压工艺流程?... 本篇目录:
铝型材挤压生产过程,这个太直观易懂了!
热剪铸棒炉可以避免铸锭锯切、减少因铝屑而产生的损耗,挤压时主机手可根据模具的动态单支重量用热剪铸棒炉上的剪切装置随时调整剪切长度,获得任意所需长度的铝锭坯,从而使挤压出的长型材的切头切尾达到最短,进一步提高成品率。
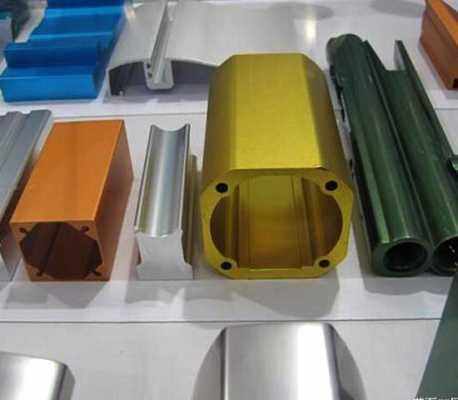
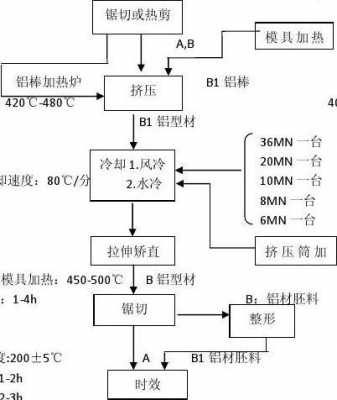
具体的生产流程就是从挤压模具开始,再到挤压机上,铝棒经过加温后通过挤压模具挤压出来,然后形成一种铝型材的截面。铝型材材一般都要经过后期的加工,铝型材经过时效之后,要做一些数控车床的加工,钻孔、铣槽、攻牙等。
铝棒加热——控制在410~500度之间。挤压——按“高温低速、低温高速”的原则,挤压出型材。矫直——通过冷弯形矫正,拉直后消除型材弯曲、扭拧等缺陷,同时不能产生桔皮、面不平。
挤压模具:根据所需生产铝型材的形状和尺寸,设计制造相应的挤压模具。
)铝棒炉升温铝棒到500度,同时挤压机挤压筒升温到500度及模具升温到500度。(当然温度要根据挤压型材截面有一定调整)2)挤压主电机启动。冷却电机启动。3)挤压筒后退,模具座开启。4)放入模具,模具座就位,模具对中。
铝型材挤压模具的氮化工艺流程是怎样的?
1、氮化的工艺:气体软氮化的主要工艺参数为氮化温度,氮化时间,以及氮化气氛。气体软氮化温度常用560-570℃,因该温度下氮化层硬度最高。

2、挤出成型:将加热后的铝合金材料放入挤压筒中,通过向挤压筒内注入高压液体或利用机械压力装置对铝合金材料进行加压,使其产生塑性变形并从挤压模具的模孔中挤出,完成铝型材的挤压成型过程。
3、氮化处理是指一种在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺。经氮化处理的制品具有优异的耐磨性、耐疲劳性、耐蚀性及耐高温的特性。传统的合金钢料中之铝、铬、钒及钼元素对渗氮甚有帮助。
4、下面就来给大家介绍一下铝型材到底怎样进行挤压的?铝棒加热——控制在410~500度之间。挤压——按“高温低速、低温高速”的原则,挤压出型材。
5、(3)铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。挤压:挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。

6、铸造:熔炼好的铝液在铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。挤压:挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。
铝型材的挤压工艺流程?
1、铝型材挤压成型的核心环节是挤压过程,包括型材加热、挤压模具、挤出成型等步骤。型材加热:将铝合金材料加热到适宜的加工温度,一般采用电阻炉加热或燃气炉加热的方式。
2、【铝型材挤压机工作流程】检查油压系统是否漏油,空气压力是否正常。检查传输带、冷床、储料台是否有破损和擦伤型材之处。
3、熔铸是铝材加工的首道工序。主要过程为:(1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。
4、氮化的工艺:气体软氮化的主要工艺参数为氮化温度,氮化时间,以及氮化气氛。气体软氮化温度常用560-570℃,因该温度下氮化层硬度最高。
5、其加温至500度。接下来就是需要用到铝型材时效炉,进行冷却,增强其型材的硬度。之后在冷却传送工作这个就要用到冷床,其用来冷却传送,调直,根据制定好的规格进行锯切。
6、)模垫:模垫和模子外形尺寸相同,其厚度为模子厚度的3倍,与模具一起承受挤压力。模垫、模孔尺寸比模子的稍大。材料:合金工具钢。
什么是铝加工挤压?
铝合金挤出成型是挤压铝型材工艺,俗称“拉铝”“铝挤出”。其工艺特点是通过加温炉把铝棒加温到480度左右,然后模具同时加温到480度。再通过机械压力把加温后的铝棒通过提前装好的模具挤压成型。
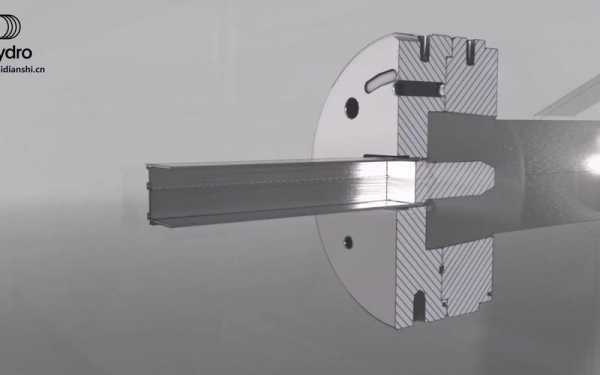
铝挤压成型定义铝挤压成型是对放在模具型腔(或挤压筒)内的金属坯料施加强大的压力,迫使金属坯料产生定向塑性变形,从挤压模具的模孔中挤出,从而获得所需断面形状、尺寸并具有一定力学性能的零件或半成品的塑性加工方法。
铝型材挤压成型是一种重要的金属塑性加工方法,通过施加强大的压力,迫使铝坯料产生定向塑性变形,从挤压模具的模孔中挤出,从而获得所需断面形状、尺寸并具有一定力学性能的零件或半成品的塑性加工方法。
如下图: 【铝材挤压】是将铝材锭坯装入挤压筒中,通过挤压轴对铝材施加压力,使其从给定形状和尺寸的模孔中挤出,产生塑性变形而获得所要求的挤压产品的一种加工方法。
铝挤是指铝合金挤压生产。一般拉拔是采用冷加工,不加热。铝挤一般是采用热加工。
请问铝棒挤型成为型材是什么工艺?
铝合金挤出成型是挤压铝型材工艺,俗称“拉铝”“铝挤出”。其工艺特点是通过加温炉把铝棒加温到480度左右,然后模具同时加温到480度。再通过机械压力把加温后的铝棒通过提前装好的模具挤压成型。
铝型材是指通过铝棒加温,用挤压机挤压获得一种统一的截面的型材,统称为铝型材。铝型材 其工艺特点是挤压成型-加工-表面处理。
铝型材属于镀膜技术,它是在常规镀钛工艺基础上增加预镀和电镀工艺步骤,铝型材工艺是将活化后的镀件置于食盐和盐酸的水溶液中进行化学处理。
挤压:挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。常用的牌号6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。
铝型材加工,用塑性加工方法将铝坯锭加工成材,主要方法有挤压、锻造,氧化,校直等。一 挤压成形 铝型材的生产是用铝锭经过模具挤压而成的,所以不同的模具挤压而成的铝型材规格是不一样的。
铝型材挤压机的工作原理是一种物理形变的原理。利用附属设备如电磁加热炉或者线圈感应加热炉将铝棒加热至450℃左右,然后通过挤压机进行挤压,挤压机原理为挤压筒内装置加热好的铝棒,一端是推进力输出的挤压杆。
到此,以上就是小编对于铝型材挤压过程模拟动画的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。





还没有评论,来说两句吧...