


铝材挤压成型油(铝挤压成型工艺流程)
 摘要:
2、铝型材的挤压工艺流程?...
摘要:
2、铝型材的挤压工艺流程?... 本篇目录:
- 1、铝合金压铸件为什么会渗油、漏油
- 2、铝型材的挤压工艺流程?
- 3、铝材表面为何有油脂
- 4、铝合金拉伸用什么油?
- 5、正挤压金属的流动特点
- 6、冲压铝用什么油?
铝合金压铸件为什么会渗油、漏油
此问题主要是设计制造不合理所致,设备在运转中由于摩擦生热,温度升高,润滑油中的分子气化。如果不及时合理的将气体排出油池或箱体,就会在形成正压,造成从密封薄弱处渗油。一般来说,在设备顶部安装有排气帽。
假如铝盆有微小空洞,(孔洞可以是超过您的眼睛的分辨率前提下,但油分子(肉类的主要是软硬脂酸)半径小于孔洞,则油可以渗出来。
产生原因:表面粗糙;型腔内表面有划痕或凹坑、裂纹产生。调整方法:抛光型腔;更换型腔或修补。压铸件注意事项 考虑脱模的问题。考虑铝合金压铸壁厚的问题,厚度的差距过大会对填充带来影响。
渗油的定义是:油迹不明显,油迹被檫净后5分钟内不出现油迹者为渗油。 引起渗油现象的原因有: 油箱或容器加油量过多; 油箱或容器内的压力超出正常范围; 油箱或容器内的密封圈老化; 油箱或容器有砂眼(铸造缺陷)。
熔炼温度越高,氢在铝液中溶解度越高,但在固态铝中溶解度非常低,因此在凝固过程中,氢析出形成气孔。氢的来源:1) 大气中水蒸气,金属液从潮湿空气中吸氢。2) 原材料本身含氢量,合金锭表面潮湿,回炉料脏,油污。
车轮上下跳动时,减震器的工作活塞在油中往复运动,造成工作活塞上下腔的油压差,压力油推开压缩阀和膨胀阀,来回流动。由于阀门对压力油产生很大的阻尼力,振动被衰减。汽车减震器漏油是否需要及时更换,取决于漏油是否严重。
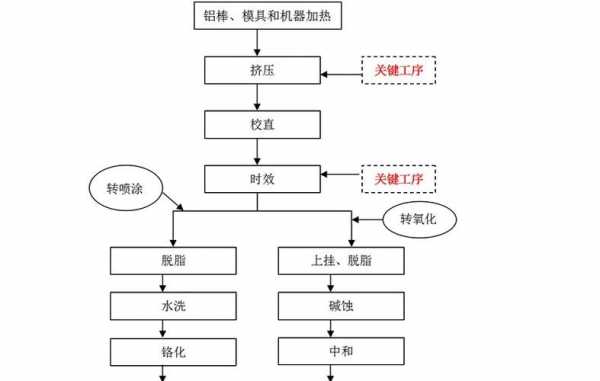
铝型材的挤压工艺流程?
铝型材挤压成型的核心环节是挤压过程,包括型材加热、挤压模具、挤出成型等步骤。型材加热:将铝合金材料加热到适宜的加工温度,一般采用电阻炉加热或燃气炉加热的方式。
【铝型材挤压机工作流程】检查油压系统是否漏油,空气压力是否正常。检查传输带、冷床、储料台是否有破损和擦伤型材之处。
具体的生产流程就是从挤压模具开始,再到挤压机上,铝棒经过加温后通过挤压模具挤压出来,然后形成一种铝型材的截面。铝型材材一般都要经过后期的加工,铝型材经过时效之后,要做一些数控车床的加工,钻孔、铣槽、攻牙等。
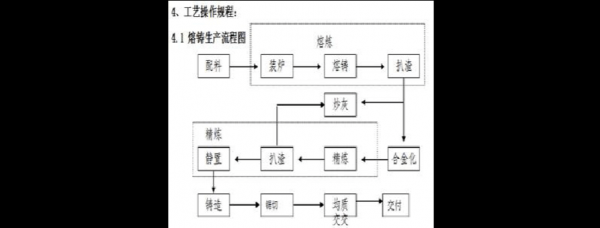
熔铸是铝材加工的首道工序。主要过程为:(1)配料:根据需要生产的具体合金牌号,计算出各种合金成分的添加量,合理搭配各种原材料。
氮化的工艺:气体软氮化的主要工艺参数为氮化温度,氮化时间,以及氮化气氛。气体软氮化温度常用560-570℃,因该温度下氮化层硬度最高。
)铝棒炉升温铝棒到500度,同时挤压机挤压筒升温到500度及模具升温到500度。(当然温度要根据挤压型材截面有一定调整)2)挤压主电机启动。冷却电机启动。3)挤压筒后退,模具座开启。4)放入模具,模具座就位,模具对中。
铝材表面为何有油脂
1、如果是坯料,肯定有了,挤压生产时,就会带有一定的液压油、挤压油的。
2、可能是铝扣板不干净带来的。擦干净即可。供参考。
3、新装修有多久了,你要先判断是不是属于上层水下浸导致在铝扣板上的污渍,如果是这种的话,铝扣板上的可以去掉,但是要多检查楼上是否渗漏哦。
4、原因很多,主要有:退火时间较短,轧制油难以完全挥发,不知道铝箔是多厚的,如果是厚箔的话,可以考虑先安排一个除油段,大致为180℃/3:00;如果是箔材较箔,考虑延长升温段。
5、使用聚合氯化铝等絮凝物产生到沉淀,大颗粒很快,小的就老是在水中悬浮,这时也可以和聚丙烯酰胺配合使用,可以避免此类情况的发生。水中自身携带乳化物或油脂,混凝沉淀时就会有油脂产生。
6、新购买的镀铝面料会有一些油味,这是由于生产过程中使用的油剂或润滑剂残留在面料上所致,可以将面料在通风良好的地方晾晒一段时间,或者将其放置在室外或阳台上进行通风,让油味逐渐散去。
铝合金拉伸用什么油?
1、铝合金拉伸油CUT-311适用于铝材的冲压、拉延、深拉伸、深冲压、挤压、拉长、拉丝加工的润滑工艺。
2、因此其拉伸油选用优质矿物基础油,复配高性能硫化猪油和硫化脂肪酸酯为主剂调和而成,稀释剂为:无味煤油、白油、植物油、机械油等低粘度基础油。
3、拉伸油,顾名思义,就是指用在各种金属拉伸工艺上面的加工润滑油。按照拉伸材质可以分为:不锈钢拉伸油,铝拉伸油,铝合金拉伸油,冷轧板拉伸油,镀锌板拉伸油,钛拉伸油,铁冲压拉伸油,碳钢拉伸油等等。
正挤压金属的流动特点
下面简单介绍下挤压成型工艺的特点有哪些:挤压成型的分类(1)正挤压:挤压过程中金属流动方向与凸模运动方向相同。(2)反挤压:挤压过程中金属流动方向与凸模运动方向相反。
正挤压时,金属的流动方向与凸模的运动方向一致。正挤压可以制造各种形状的实心件和空心件。反挤压 反挤压时,金属的流动方向与凸模的运动方向相反。反挤压可以获得各种形状的杯形件。
正挤压 金属的流动方向与挤压杆的运动方向相同。挤压过程中,金属锭坯与挤压筒内壁间有相对滑动,且存在很大的外摩擦力,因此挤压力很大。反挤压 金属的流动方向与挤压杆的运动方向相反。
正挤压:正挤压时,金属的流动方向与凸模的运动方向一致(图1a、b)。正挤压可以制造各种形状的实心件和空心件(图2)。反挤压:反挤压时,金属的流动方向与凸模的运动方向相反(图1c)。
正挤压时,金属的流动方式与挤压杆的运动方向相同,其主要特征是锭坯与挤压筒内壁间存在着较大的外摩擦。反挤压时,金属的流动方向与挤压的运动方向相反,其特点是金属与挤压筒内壁间无相对滑动,继而也就不存在外摩擦。
(1) 正挤压 金属流动方向与凸模运动方向相同。(2) 反挤压 金属流动方向与凸模运动方向相反。(3) 复合挤压 金属坯料的一部分流动方向与凸模运动方向相同,另一部分流动方向与凸模运动方向相反。
冲压铝用什么油?
可用挥发性冲压油,主要为快速挥发的冲床铝薄片专用油,专为现代高速步进式冲剪及一般高速冲压而设计。具优良散热、冷却性能,并提高作业效率及使产品得到最佳的光滑度与精密度,用于铝薄片/空调铝翅片等高要求的连续冲剪加工。
一般是冲压油或者挤压油,不过主要要参照你的铝板的变形量(拉伸的程度),还有就是拉伸时候容不容易断裂或者高温。另外,铝产品接触油品是很容易高温变色变白,甚至是应力不均匀的现象。
从成本方面来考虑,可以采用机油、菜油来冲压,从效果方面来考虑的话,只能选择使用冲压油了。如果能用机油来拉伸,当然是最好的,成本低,用机油拉伸效果不好的话,再用菜油试一试,还是不行的话,只能用拉伸油来拉伸了。
容易出现划伤、拉花、拉爆、破裂等情况,影响加工质量。所以铝板冲压需要含有色金属缓蚀剂,和较强润滑清洗功能的冲压油,这时候用CUT-311铝板冲压油就可以了,它是专为铝板冲压成型而设计的一款中等负荷的金属加工油。
到此,以上就是小编对于铝挤压成型工艺流程的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。








还没有评论,来说两句吧...