铝材生产挤压容易吗(铝材挤压工艺流程图)
 摘要:
本篇目录:1、铝合金型材挤压成型法的特点有哪些?2、铝型材到底怎样进行挤压的?...
摘要:
本篇目录:1、铝合金型材挤压成型法的特点有哪些?2、铝型材到底怎样进行挤压的?... 本篇目录:
铝合金型材挤压成型法的特点有哪些?
铝合金型材挤压成型具有很多特点,主要是表现在挤压成型的过程中所发生的的应力应变状态,金属流动行为,产品的综合素质、生产的多样性和灵活性以及生产效率与成本等一些方面。
铝型材挤压加工的技术特性有1可以挤压接合金属粉末,碎屑以及其他金属2使用分流组合模可以成形薄壁空心不对称的制品3可以对塑性很低的铝合金材料进行加工成型4可以形成复杂的不规则的截面和制品5可以加工外层包。
铝合金型材特点有哪些铝合金型材特点之质量轻、强度高,铝合金的密度是钢材的1/薄薄的墙壁、空腹压出的形态,质量很轻。强度通常接近低碳江,30MPa以上,铝合金创意的风压强度30Pa~3500Pa。
下面简单介绍下挤压成型工艺的特点有哪些:挤压成型的分类 (1)正挤压:挤压过程中金属流动方向与凸模运动方向相同。(2)反挤压:挤压过程中金属流动方向与凸模运动方向相反。
铝型材到底怎样进行挤压的?
挤出成型:将加热后的铝合金材料放入挤压筒中,通过向挤压筒内注入高压液体或利用机械压力装置对铝合金材料进行加压,使其产生塑性变形并从挤压模具的模孔中挤出,完成铝型材的挤压成型过程。
铝型材挤压机的工作原理是一种物理形变的原理。利用附属设备如电磁加热炉或者线圈感应加热炉将铝棒加热至450℃左右,然后通过挤压机进行挤压,挤压机原理为挤压筒内装置加热好的铝棒,一端是推进力输出的挤压杆。

铝型材挤压机分为正向挤压和反向挤压两种,目前绝大部分用的是正向挤压机,科学原理是液压机原理,要从挤压机的构造来分析:我们通常把挤压机分为三部分:主缸、中板(挤压桶)、挤压杆。
如何判断铝合金挤压制品生产的难度
首先看您生产的 铝合金型材 是什么材质的?材质6063的相对比较好挤压,不过现在的 铝型材 挤压机 也都有新的改进,也相对解决的了铝合金挤压制品的生产难度。
铝型材挤压加工产品的品种繁多,批量小,换模次数频繁,要求模具的适应性强,因此,要求提高制模的生产效率,尽量缩短制模周期,能很快变更制模程序,能准确无误地按图纸加工出合格的模具,把修模的工作量减少到*低程度。
挤压速度过快,制品表面会出现麻点、裂纹等倾向。同时挤压速度过快增加了金属变形的不均匀性。挤压时的流出速度取决于合金种类和型材的几何形状、尺寸和表面状况。6063合金型材挤压速度(金属的流出速度)可选为20-100米/分。

铝材挤压时很容易粗糙是什么原因
铝材挤压表面毛刺严重的主要原因有几种,分别是挤压参数的选择正确与否,挤压温度过高,挤压速度过快,挤压出的毛刺就越多,铝棒加热温度与模具温度相差较大也会影响毛刺的产生,原料铝棒质量问题。
晶粒粗大是当熔体金属过热或铸造温度过高时。在铸棒中易出现的粗大晶粒组织,并伴有晶间裂纹,使金属不连续,在挤压生产中,也易产生粘铝问题.“毛刺”和“震痕”是在挤压铝型材生产中常见的缺陷。
因为铝材挤压生产上控制速度是主要的,否则表面也很容易粗糙,这是因为圆管的空刀一般不会很大(0.5mm),易粘Mg2Si颗粒。为求表面质量使工作带短,出料光滑但不耐压,新模氮化后一般生产40-50根棒后需再次氮化。
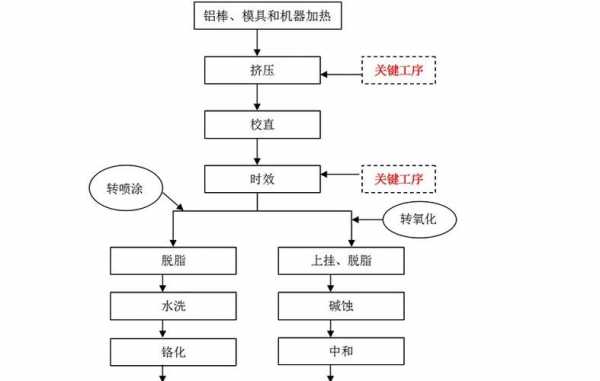
铝型材的挤压工艺流程?
1、铝型材挤压成型的核心环节是挤压过程,包括型材加热、挤压模具、挤出成型等步骤。型材加热:将铝合金材料加热到适宜的加工温度,一般采用电阻炉加热或燃气炉加热的方式。
2、具体的生产流程就是从挤压模具开始,再到挤压机上,铝棒经过加温后通过挤压模具挤压出来,然后形成一种铝型材的截面。铝型材材一般都要经过后期的加工,铝型材经过时效之后,要做一些数控车床的加工,钻孔、铣槽、攻牙等。
3、【铝型材挤压机工作流程】检查油压系统是否漏油,空气压力是否正常。检查传输带、冷床、储料台是否有破损和擦伤型材之处。
4、铸锭加热 对挤压生产来说,挤压温度是最基本的且最关键的工艺因素。挤压温度对产品质量、生产效率、模具寿命、能量消耗等都产生很大影响。
5、其加温至500度。接下来就是需要用到铝型材时效炉,进行冷却,增强其型材的硬度。之后在冷却传送工作这个就要用到冷床,其用来冷却传送,调直,根据制定好的规格进行锯切。
到此,以上就是小编对于铝材挤压工艺流程图的问题就介绍到这了,希望介绍的几点解答对大家有用,有任何问题和不懂的,欢迎各位老师在评论区讨论,给我留言。